















Monitoring the welding parameters
The actual and ideal values of the AIR and PLAST temperatures are constantly monitored. If an actual value deviates
from the relevant ideal value (value is outside the range of tolerance), this will be indicated by a change in status
on the
status display (30)
. If necessary, the drive motor will be temporarily disabled until the welding parameters
are back in the specified tolerance range. The possible status display and the ranges of tolerance are shown
in the following graphic and table.
No Status display
Status characteristics
Ready*
Ready to weld
M free
Divergence from welding parameters (plastic) > 10°C
Heating
Divergence from welding parameters (plastic) > – 30°C, drive motor disabled
30s
Start-up waiting period of 30 sec., drive motor disabled
Too hot
Divergence from welding parameters > + 30°C, drive motor disabled
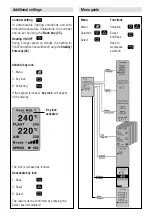
Setting the output volume
The output volume and the pre-heating time can be coordinated with
each other according to the type of seam.
• Presetting on the display
– Move the cursor to the «SPEED» position by pressing the
Select key
(28)
.
– Specify the maximum output value (30-100 %) using the
Up (29)
or
Down (27)
keys (displayed on the
drive display bars (22)
).
• Precise adjustment during the welding process
– The output volume can be reduced from the maximum set value
(e.g. 85%) to the minimum by turning the
potentiometer (3)
.
The output volume is dependent on the size of filler rod used. If the output
is too large when the output display is set to «30» and the potentiometer
to «Minimum», the filler rod must be changed to the next size down.
Setting the PLAST and AIR temperatures
• Move the cursor to the «
PLAST
» or «
AIR
» position by
pressing the
Select key (28)
.
• Set the temperature value by using the
Up (29)
or
Down (27)
key.
3
22
Example
Welding preparation
24
27
28
29
30
31
17
18
19
20
21
22
23
25
26
Temperature display
Reference value
Actual value
Displayed state
Time
Motor
enabled
Motor
ena.
Motor
enabled
1
2
3
4
5