




























20
DR300-UN
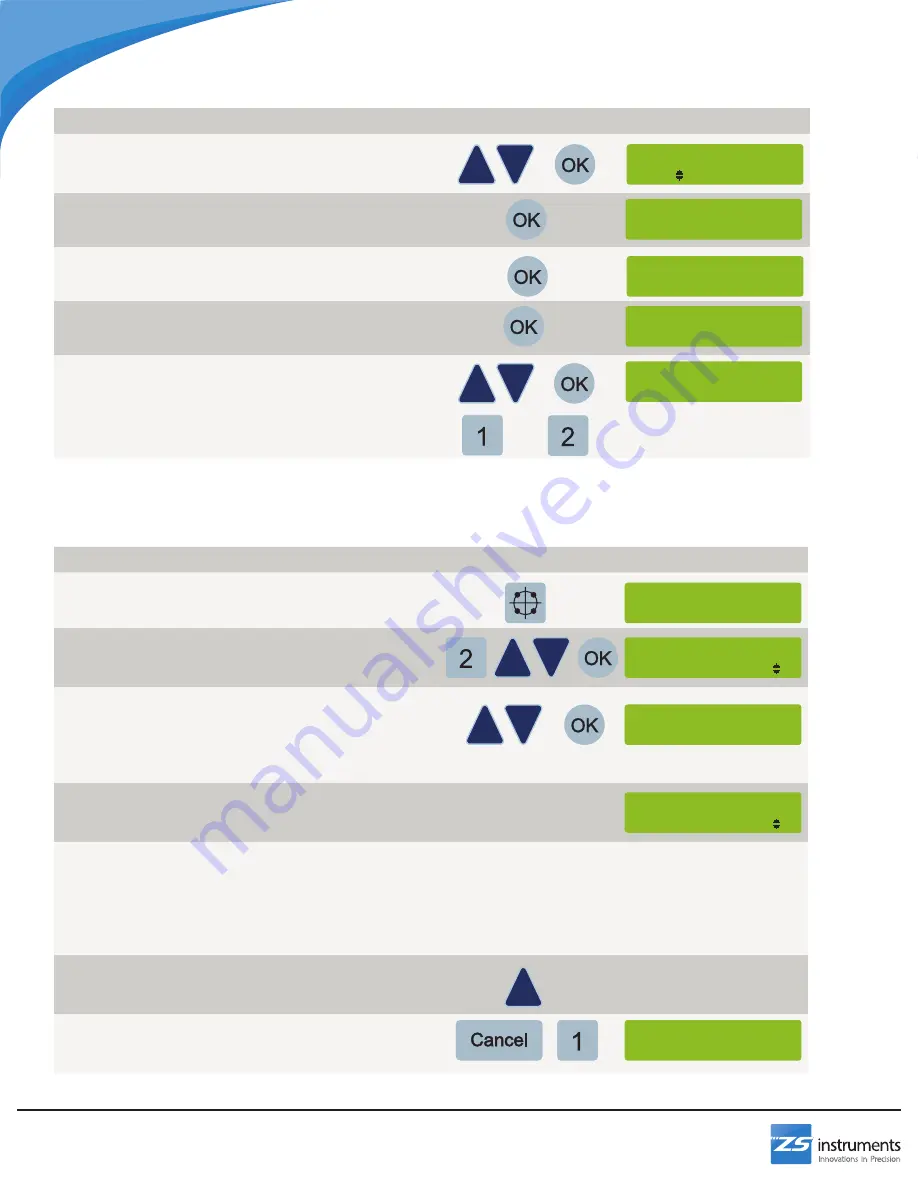
To Recall a Saved Bolt Circle Feature:
Step
Buttons
Information Screen
1 Press the bolt circle button to access the bolt circle
feature
2 Press 2 to load an existing bolt circle program
Select the program you would like to load using the up
and down arrows, then press OK to confirm
3 The DRO will cycle through all of the setup parameters
Press OK for each if the information is correct
OR
Change the desired values using the numpad or the up
and down arrows
4 When the information screen reads BOLT CIRCLE, the
first point is displayed. Move the X and Y axis until the
axis displays read zero
5 If your machine is equipped with a Z axis scale, plunge
the tool until the Z axis display reads zero
If your machine is not equipped with a Z axis scale,
plunge the tool to the desired depth
In either case, retract the tool above the workpiece once
the hole is drilled
6 Press the up arrow to advance to the next point and
move the tool until the X and Y axis displays read zero
Repeat step 5
7 Repeat step 6 until all points are completed
When the program finishes, press cancel to exit the
program and 1 to confirm
**BOLT CIRCLE*
1-New 2-Load
Terminate ?
1-Yes 2-No
Load
Bolt Circle 01
**BOLT CIRCLE**
Pt. 001 of 025
X Center (Abs)
0 in
Mill Functions
**BOLT CIRCLE**
Save As: 01
Step
Buttons
Information Screen
5 Enter the number of holes using the numpad or the up
and down arrows
Press OK to confirm
6 Enter the starting angle using the numpad
Press OK to confirm
7 Enter the ending angle using the numpad
Press OK to confirm
8 Enter the radius of the circle using the numpad
Press OK to confirm
9 Press 1 to save the program
Use the up and down arrows to choose a program slot
to save in and press OK
OR
Press 2 to run the program without saving
Number of Holes:
004
Start Angle:
0 Deg
Radius:
2 in
**BOLT CIRCLE**
1-Save 2-Run
End Angle:
270 Deg
OR