





























5. Inspection and servicing of basic engine parts
109
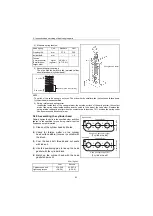
5.2.2 Valve seat correction procedure
The most common method for correcting unevenness
of the seat surface with a seat grinder is as follows:
(1) Use a seat grinder to make the surface even.
As the valve seat width will be enlarged, first use a 70
°
grinder, then grind the seat to the standard dimension
with a 15
°
grinder.
NOTE:
When seat adjustment is necessary, be sure to check
the valve and valve guide. If the clearance exceeds
the tolerance, replace the valve or the valve guide,
and then grind the seat.
(2) Knead valve compound with oil and finish
the valve seat with a lapping tool.
(3) Final finishing should be done with oil only.
Lapping tool
Use a rubber cap type lapping tool for cylinders without
a lapping tool groove with oil only.
NOTE:
Clean the valve and cylinder head with light oil or the
equivalent after valve seat finishing is completed and
make sure that there are no grindings remaining.
NOTE:
1) Insert adjusting shims between the valve spring
and cylinder head when seats have been
refinishing with a seat grinder.
2) Measure valve distortion after valve seat
refinishing has been completed, and replace the
valve and valve seat if it exceeds the tolerance.
Seat grinder
Seat width
Seat
(Valve lapping tool)
Содержание 3YM20
Страница 1: ...M9961 03E100 ...
Страница 41: ...2 Inspection and adjustment 26 Cylinder head Bracket Fuel filter Fuel pipe Fuel injection pump Clamp Fuel pipe ...
Страница 154: ...6 Fuel injection equipment 139 6 1 3 Fuel injection pump structure Section of a fuel injection pump governor for 3YM30 ...







































































