

















5
Cooper Tools GmbH, Carl-Benz-Str. 2, 74354 Besigheim, P.O. Box 1351
Germany, Tel: (07143) 580-0, Fax: (07143) 580108
2.3
Fixation et positionnement de la carte imprimée et de la buse de soudage
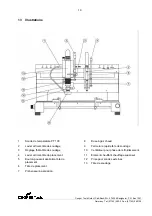
La table de travail est équipée d'un support de carte imprimée x – y à réglage de précision. Les bras du
support (21) peuvent être déplacés après avoir desserré les vis de blocage (22). La carte à réparer peut
alors être mise en place. Déplacer les deux bras en direction x et la carte sur le support en direction y pour
positionner approximativement le composant à réparer par rapport à la buse. Fixer ensuite de nouveau les
deux bras avec les vis de blocage (22). Descendre la buse à air chaud (8) pour vérifier la position du
composant sur la carte imprimée par rapport à la buse et ajuster la position à l'aide de la vis de réglage en
direction X (24) et en direction Y (20).
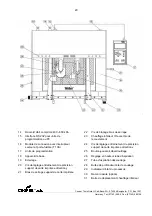
Le chauffage inférieur peut être déplacé dans le sens de la longueur de la table de base pour un
préchauffage efficace de la carte imprimée. Pour ce faire, visser la barre (31) (fournie) soit dans la partie
gauche, soit dans la partie droite du boîtier du chauffage inférieur. Le chauffage inférieur peut maintenant
être placé de manière optimale par rapport à la carte positionnée.
Un positionnement selon l'axe thêta peut également être nécessaire suivant le placement du composant,
notamment dans le cas des composants tournés de 45°. Pour ce faire, desserrer la vis de blocage au bas de
la tête de soudage et régler avec le levier de réglage thêta (3) l'angle de la buse à air chaud (-5° à 95°).
Serrer ensuite de nouveau la vis de blocage.
La butée de profondeur de la tête de soudage doit en outre être réglée avec la vis moletée (28). Lorsque la
tête de soudage est abaissée, la buse à gaz chaud ne doit exercer aucune pression sur la carte imprimée. Si
la place autour du composant à réparer ne suffit pas compte tenu des dimensions de la buse, la buse peut
être placée à une distance définie au-dessus de la carte imprimée.
Durant le dessoudage, le composant est soulevé par un dispositif d'aspiration intégré à la buse. La vis
moletée (26) de la tête de soudage permet de régler la hauteur du tube d'aspiration (27) de manière à
adapter la position du tube à la hauteur spécifique du composant et à la distance entre la buse et la carte
imprimée.
3
Utilisation avec l'unité de programmation
Lorsque les préparatifs sont terminés, l'appareil peut être mis sous tension avec l'interrupteur secteur (16).
L'afficheur à cristaux liquides de l'unité de programmation (17) indique brièvement le nom de la société et de
l'appareil de même que la version du programme.
Au bout d'env. 4 secondes, l'affichage d'état apparaît. La LED Power de l'appareil de base est allumée.
L'appareil est opérationnel.
3.1
La courbe de température
Le soudage et le dessoudage des composants BGA ou Fine-Pitch se font d'après une courbe de
température en fonction du temps. La courbe de température comprend 4 phases.
Phase de préchauffage 1
(STEP 1)
Phase de préchauffage 2
(STEP 2)
Reflow
(STEP 3)
Phase de refroidissement
(COOLING)
Les unités de programmation contiennent d'origine des valeurs standards qui servent de grandeurs de
référence pour les programmes spécifiques des clients (voir 3.4. Modification des paramètres de soudage).
Les réglages suivants doivent être effectués sur l'unité de programmation pour définir une courbe de
température spécifique du client :





















































