
























FRANÇAIS
OM-225 426 Page 7
SECTION 4
−
ENTRETIEN ET DÉPANNAGE
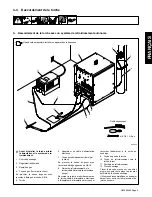
4-1. Entretien courant
Y
Avant de faire l’entretien, débrancher la torche.
40 Heures
Remplacer
les étiquettes
illisibles
Réparer ou
remplacer
tout câble
de soudage
fissuré
Nettoyer et
serrer les
bornes de
soudage
Remplacer les pièces
fissurées
Corps de
la torche
Câble de
torche
4-2. Dépannage
Avant d’utiliser le tableau de dépannage, consulter le section 5
sur la sélection et préparation d’une électrode tungstène.
REMARQUE
Problème
Mesures correctives
Pas d’amorçage d’arc. Gaz haute
fréquence présent et visible à l’extrémité
de la torche
Vérifier les raccordements du câble et de la pièce à souder. S’assurer de fermer le circuit de soudage
de la torche.
Vérifier et s’assurer de la présence du gaz de protection.
Manque de haute fréquence ; difficulté à
former l’arc.
Sélectionner le calibre et le type d’électrode tungstène appropriés. Préparer l’électrode tungstène de
manière appropriée selon le section 5.
Vérifier la présence de fissures ou de mauvais raccordements sur les câbles et la torche. S’assurer que
les câbles de torche ne se trouvent pas à proximité de pièces métalliques mises à la terre. Faire les
réparations ou remplacements nécessaires.
Vérifier l’état des électrodes fusibles. S’assurer de bien installer et serrer les raccords du pince-électrode
et du corps du pince-électrode (voir section 3-1).
Vérifier la commande haute fréquence de la source de courant de soudage et, s’il le faut, vérifier et régler
les écarts d’étincelles.
Mauvais fonctionnement du robinet de
gaz de la torche (le cas échéant).
Faire vérifier le robinet par un représentant de service agréé.
Pas d’écoulement de gaz de protection
par la torche
S’assurer que les robinets d’alimentation en gaz sont ouverts.
par la torche.
Vérifier s’il y a des tortillements ou étranglements sur le câble.
Vérifier et serrer tous les raccords à gaz.
Vérifier s’il y a présence de fissures dans l’isolant des câbles et de la torche ou présence de mauvais
contacts. Faire les réparations ou remplacements nécessaires (voir section 4-1).
Oxydation et ternissement de l’électrode
tungstène au terme du soudage
Protéger la zone de soudage contre les courants d’air.
tungstène au terme du soudage.
Augmenter le temps de post-écoulement.
Augmenter le débit de gaz. Consulter les consignes du fabricant.
Vérifier et serrer tous les raccords à gaz.
Vérifier le robinet de gaz et le débitmètre ou régulateur.
Sélectionner le calibre et le type d’électrode tungstène appropriés. Préparer l’électrode tungstène de
manière appropriée (voir section 5).
Содержание CS31012
Страница 17: ...ENGLISH Notes...
Страница 18: ...Notes...
Страница 19: ...ENGLISH Notes...
Страница 37: ...FRAN AIS Notes...
Страница 38: ...Notes...
Страница 39: ...FRAN AIS Notes...
Страница 57: ...ESPA OL Apuntes...
Страница 58: ...Apuntes...
Страница 59: ...ESPA OL Apuntes...







































































