
























OM-225 426 Page 8
Problème
Mesures correctives
Consommation excessive d’électrodes
tungstènes
Sélectionner le calibre et le type d’électrode tungstène appropriés. Préparer l’électrode tungstène de
manière appropriée selon le section 5.
Vérifier le réglage de la polarité sur la source de courant de soudage (consulter le guide d’utilisation de
la source de courant de soudage).
Vérifier si le débit de gaz est approprié. Consulter les consignes du fabricant.
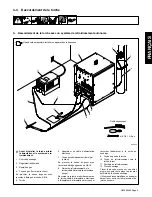
Si la torche est refroidie à l’eau, vérifier s’il y a des fuites d’eau sur la torche et les câbles. Faire les
réparations ou remplacements nécessaires (voir section 4-1).
Arc vagabond
Protéger la zone de soudage contre les courants d’air.
Réduire le débit de gaz.
Sélectionner le calibre et le type d’électrode tungstène appropriés. Préparer l’électrode tungstène de
manière appropriée selon le section 5.
Lorsqu’on utilise un courant alternatif, vérifier le point de consigne haute fréquence de la source de
courant de soudage et augmenter cette valeur, s’il est nécessaire.
Poudre ou fumée jaune sur la coupelle
Utiliser le type de gaz de protection approprié.
Vérifier si le débit de gaz est approprié. Consulter les consignes du fabricant.
Augmenter le temps de post-écoulement.
Vérifier le diamètre de la coupelle. Assortir le diamètre de la coupelle avec le joint à souder.
Arc erratique
Lorsqu’on utilise un courant continu, en vérifier la polarité et celle des câbles de soudage.
Lorsqu’on utilise un courant alternatif, vérifier le point de consigne haute fréquence de la source de
courant de soudage et s’assurer que le débit haute fréquence se fait de manière continue.
Sélectionner le calibre et le type d’électrode tungstène appropriés. Préparer l’électrode tungstène de
manière appropriée selon le section 5.
Utiliser une longueur d’arc appropriée. L’arc peut être trop long ou trop court.
S’assurer que le support est propre et exempt de corps étrangers.
Lorsqu’on utilise un courant alternatif, une basse vitesse d’avance peut causer des arcs erratiques.
Régler la vitesse d’avance.
Porosité dans la soudure
S’assurer que le débit de gaz est adéquat. Consulter les consignes du fabricant.
Vérifier et serrer tous les raccords à gaz.
S’assurer que le support et métal d’apport sont propres et exempts de corps étrangers.
Vérifier s’il y a des corps étrangers ou de la condensation dans les conduites de gaz.
Si la torche est refroidie à l’eau, vérifier s’il y a des fuites d’eau sur la torche et les câbles. Faire les
réparations ou remplacements nécessaires (voir section 4-1).
Содержание CS31012
Страница 17: ...ENGLISH Notes...
Страница 18: ...Notes...
Страница 19: ...ENGLISH Notes...
Страница 37: ...FRAN AIS Notes...
Страница 38: ...Notes...
Страница 39: ...FRAN AIS Notes...
Страница 57: ...ESPA OL Apuntes...
Страница 58: ...Apuntes...
Страница 59: ...ESPA OL Apuntes...







































































