























WELD THE WORLD
Cod. 006.0001.1960
03/05/2019 V.2.2
Discovery 172T
24
ENGLISH
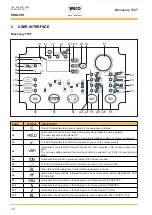
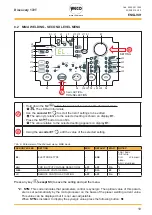
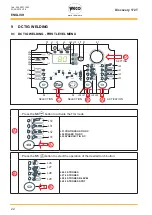
ACRONYM / LED
SETTING
MIN
DEFAULT MAX
USEFUL ADVICE
L18
WELDING CURRENT
MAXIMUM CURRENT WITH RE-
MOTE CONTROLLER
5 A
80 A
170 A
L19
SECOND CURRENT B-LEVEL
10 %
50 %
200 %
* 1
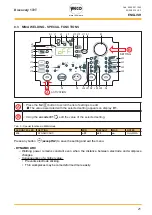
L20
BASE CURRENT
1 %
40 %
200 %
* 1 - * 5
SYn
SYn
SYn
* 6
L21
PEAK TIME
0.1 s
0.1 s
5.0 s
* 5
1 %
50 %
99 %
* 4
SYn
SYn
SYn
* 6
L 21 + L22
PULSED CURRENT FREQUENCY
0.1 Hz 100 Hz
2.5 kHz
* 4
SYn
SYn
SYn
* 6
L 22
BASE TIME
0.1 s
5.0 s
5.0 s
* 5
L 23
DOWN SLOPE
0.0 s
0.0 s
25.0 s
Recommended value 0.5
L 24
FINAL CURRENT
5 A
5 A
170 A
* 2
5 %
5 %
80 %
* 2
L 25
POST GAS TIME
0.0 s
10.0 s
25.0 s
* 3
*1:
This parameter is set as a percentage referred to the value of the following parameter:
WELDING
CURRENT
*2:
The value of this parameter can be set as a percentage of the welding current or as an absolute
value expressed in Amperes.
*3: SYN
: This code indicates that parameters control is synergic. The optimal value of this parameter
is set automatically by the microprocessor on the basis of the preset welding current value. This
value can be displayed but it is not user-adjustable.
*4:
Available when parameter
“PUL”= FA.
*5:
Available when parameter
“PUL”= SLo.
*6:
Available in the following mode:
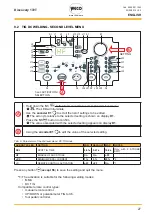
SYNERGIC TIG
- The SYNERGIC PULSED TIG DC
enables a highly concentrated arc to be achieved. It is a very stable
arc and moves the pool with strong fluctuations. It is ideal for use in spot welding and the creation
of thin fillets. It is recommended for thin layers and in particular where a very stable arc is required
(viscous pools)
In this mode, the welding parameters are pulsed: BASE CURRENT; PEAK TIME; PULSED FRE
-
QUENCY are only displayed and cannot be modified.
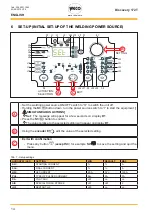
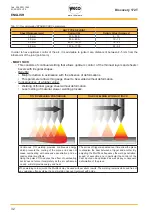
- PRE-GAS TIME
○ Time of gas delivery before the arc strike.
○ This adjustment is required when fixing points must be created or when welding in hard-to-reach
positions that call for the presence of inert atmospheres before striking the arc.
-
Consequences of a higher value:
•
This parameter allows a shielded environment to be created, thereby eliminating contaminants
at the start of the welding pass.
- STARTING CURRENT
○ Unit current output value immediately after the arc strike. The value of this parameter can be
set as a percentage of the welding current or as an absolute value expressed in Amperes. The
parameter is displayed but it is not used during the welding process when the following setting is
Содержание Discovery 172T
Страница 1: ...Cod 006 0001 1960 03 05 2019 V 2 2 Discovery 172T Instruction manual ENG...
Страница 2: ...WELD THE WORLD Cod 006 0001 1960 03 05 2019 V 2 2 Discovery 172T 2 ENGLISH...
Страница 50: ...WELD THE WORLD Cod 006 0001 1960 03 05 2019 V 2 2 Discovery 172T 50 ENGLISH 13 WIRING DIAGRAM...
Страница 52: ...WELD THE WORLD Cod 006 0001 1960 03 05 2019 V 2 2 Discovery 172T 52 ENGLISH 14 SPARES 14 1 DISCOVERY 172T...
Страница 55: ...WELD THE WORLD Cod 006 0001 1960 03 05 2019 V 2 2 Discovery 172T 55 ENGLISH...







































































