























WELD THE WORLD
Cod. 006.0001.1960
03/05/2019 V.2.2
Discovery 172T
15
ENGLISH
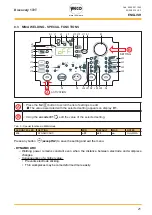
- St.C. [STARTING CURRENT]
○ The value of this parameter can be set as a percentage of the welding current or as an absolute
value expressed in Amperes.
F.Cu. [FINAL CURRENT]
○ The value of this parameter can be set as a percentage of the welding current or as an absolute
value expressed in Amperes.
- HF.C. [HF CURRENT]
○ This parameter establishes the current value during HF discharge. The value of this parameter
can be set as an absolute value or in SYN.
○ With SYN setting the HF current value is calculated automatically on the basis of the preset weld
-
ing current value.
Consequences of a higher value:
•
Arc striking is facilitated, even on very dirty workpieces.
•
Risk of piercing excessively thin gauge workpieces.
- PUL. [TYPE OF PULSED CURRENT]
○ SLo. = This setting enables slow pulsed mode. The peak time and Base time are set.
○ FA.= This setting enables fast pulsed mode. The frequency and duty-cycle are set.
- P.A. [PILOT ARC]
○ The function enables the output of a low current between the 1st and 2nd times of the torch trig
-
ger to shield the mask in advance and avoid the risk of blinding flashback caused by the welding
current.
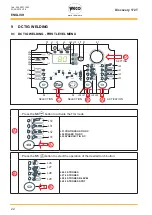
-
StS [
SPECIAL TORCH STROKE]
○
The parameter changes the torch trigger operating mode.
○ oFF: indicates standard operation.
○ 1: specifies the 4T B-level management variant. Allows the transition to the secondary welding
current by pressing and holding down the UP or DOWN button; when the button is released, the
primary current is restored. With variant oFF selected, the UP/DOWN buttons are disabled for all
procedures.
○ 2: specifies the down slope management variant. By releasing the torch trigger during the third
stroke (3S) the down slope is stopped and the final current is immediately delivered without ha
-
ving to go through the entire slope time.
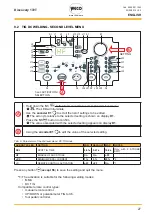
-
rHF [
RESTART HF]
○ This parameter changes the HF arc striking operation in the HF 4 stroke torch button mode. When
set to “oFF”, the automatic HF arc striking discharge is disabled when the long arc welding mode is
exited; to restart the welding operation, the torch trigger must be pressed again. When set to “on”
and the long arc welding mode is exited, the HF discharge is automatically started as soon as the
torch electrode approaches the workpiece. Disabling the automatic striking is useful to prevent the
accidental arc striking when the torch touches a part connected to the equipment earth (such as the
welding table) after exiting the long arc welding mode.
Содержание Discovery 172T
Страница 1: ...Cod 006 0001 1960 03 05 2019 V 2 2 Discovery 172T Instruction manual ENG...
Страница 2: ...WELD THE WORLD Cod 006 0001 1960 03 05 2019 V 2 2 Discovery 172T 2 ENGLISH...
Страница 50: ...WELD THE WORLD Cod 006 0001 1960 03 05 2019 V 2 2 Discovery 172T 50 ENGLISH 13 WIRING DIAGRAM...
Страница 52: ...WELD THE WORLD Cod 006 0001 1960 03 05 2019 V 2 2 Discovery 172T 52 ENGLISH 14 SPARES 14 1 DISCOVERY 172T...
Страница 55: ...WELD THE WORLD Cod 006 0001 1960 03 05 2019 V 2 2 Discovery 172T 55 ENGLISH...







































































