





























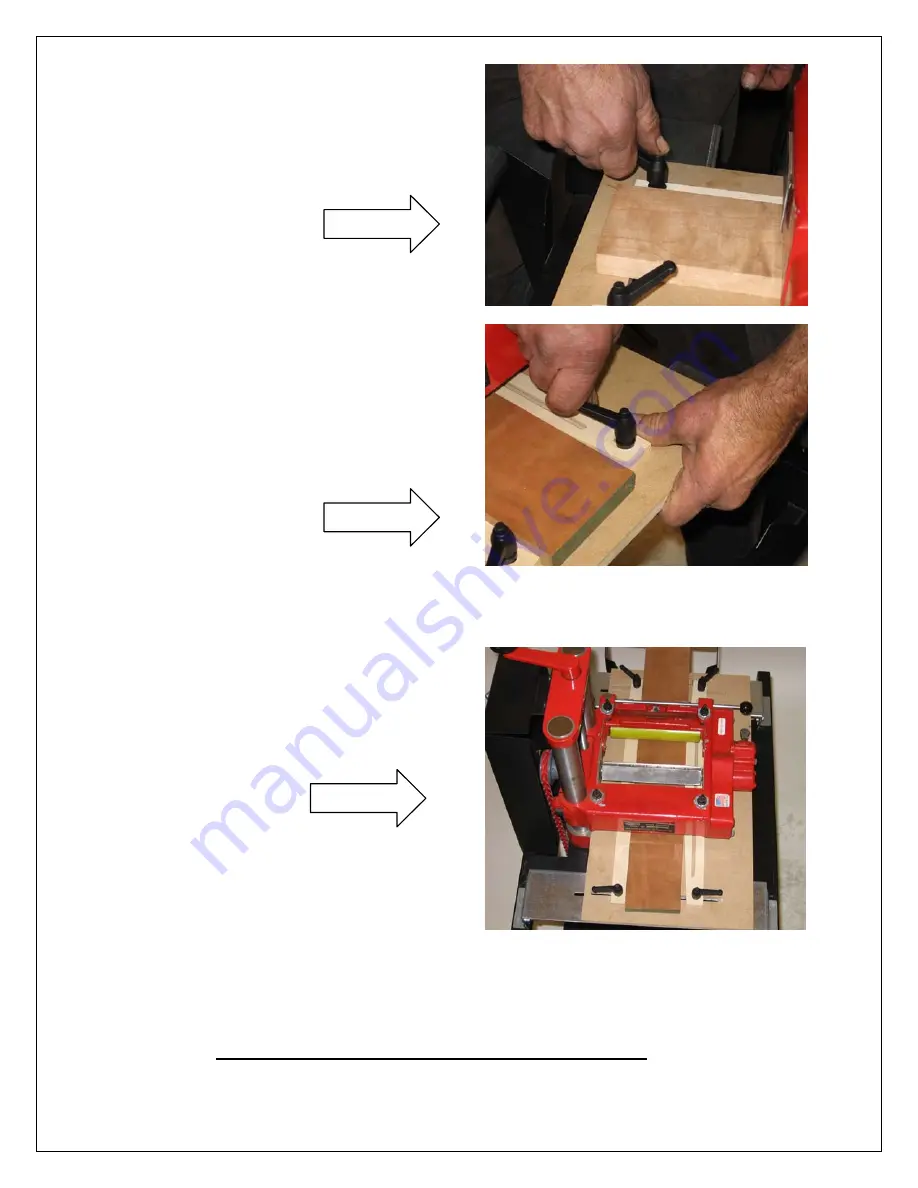
The guide locking handles have a ratchet
built into them, just push down on the top
button and pull up on the handle and turn it
to get the handle out of your way.
Push the flex guide adjacent to the stock and
tighten one end first. Then push enough on the
other end to put some flex pressure on the
stock. Use a deflection pressure of 1/32” and
tighten the last handle. Raise the machine
head and slide a longer piece of stock in
between guides to see if the guide tension is
what you desire. Adjust it to suit your need.
Completed set up.
SEE THE NEXT PAGE FOR MORE INFORMATION
15





















































