











II.
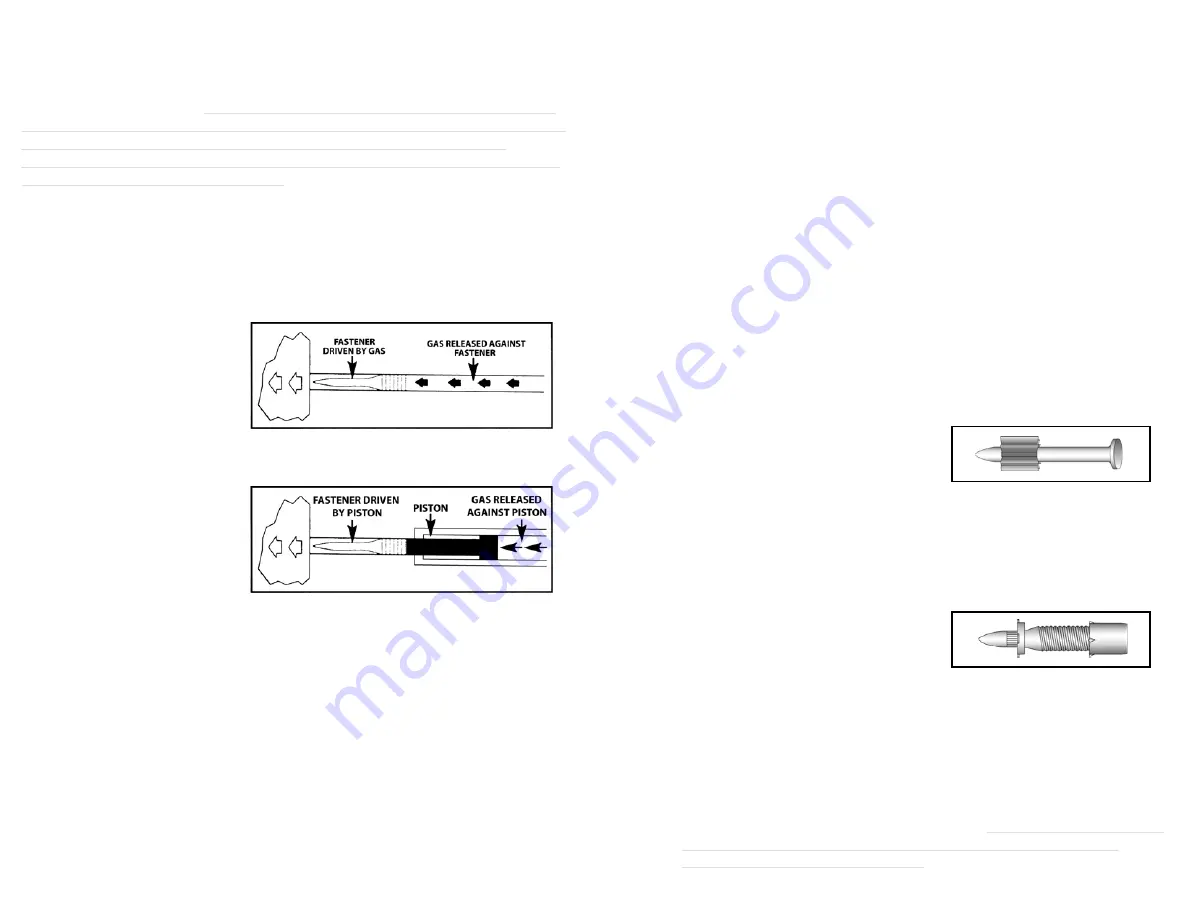
There are two types of powder actuated tools:
1.
Direct acting tools operate by the action of the expanding gas of
the cartridge acting directly on the fastener to drive it into the work
surface.
2.
Indirect acting tools have a captive piston which is driven by the
expanding cartridge gas. The piston then drives the fastener into the
work surface.
There are three velocity classes of powder actuated tools. The velocity
class of the tool is determined by a ballistic test utilizing the lightest fastener
and the strongest cartridge which is designated for use with the tool by the
manufacturer.
A.
High velocity class - A tool produces an average test velocity over
150 meters (492 feet) per second.
B.
Medium velocity class - A tool which produces an average test
velocity greater than 100 meters (328 feet) per second, but not
exceeding 150 meters (492 feet) per second.
C.
Low velocity class - A tool which produces an average test velocity
which does not exceed 100 meters (328 feet) per second.
UCAN Fastening Products LV Powder Actuated Tools are indirect-acting
tools which conform to the requirements for low velocity class tools.
I.
Powder actuated fastening systems provide a means to make direct,
forced entry fastenings into a variety of base materials for construction and
maintenance applications. The system consists of a tool; a fastener; and a
power load or cartridge. The qualified operator is the key to safe, efficient
use of the system and therefore must be trained and licensed according to
UCAN Fastening Products standards and procedures. The qualified
operator must also follow any local regulations that apply to the use of the
powder actuated fastening systems.
POWDER ACTUATED TOOLS
POWDER ACTUATED FASTENING SYSTEMS
III. SHIELDS AND SPECIAL FIXTURES
Use of a shield/stabilizer is recommended when fastening directly into base
material (e.g. when installing threaded studs).
IV. FASTENERS
Fasteners used in powder actuated fastening systems are manufactured
from special steels and heat treated by a special process which insures that
they are hard enough to drive into concrete and steel yet are not brittle.
The fact that the fasteners are ductile (not brittle) permits them to be driven
into concrete or steel without shattering or breaking during normal appli-
cations. Powder actuated fasteners normally have a plastic or metal
washer or eyelet around the shank. These devices perform two functions:
1.
Assist in holding the fastener in the tool prior to driving it into the work
surface.
2.
To provide alignment and guidance for the fastener during the
driving process.
The most common fastener used with powder actuated tools is the drive
pin. The drive pin makes a permanent fastening (ie., the material that you
are fastening to the base material cannot normally be removed without
damage to the material or the base material.)
The threaded stud fastener is comprised of a shank portion which is driven
into the base material and a threaded portion onto which a nut is inserted.
This type of fastener is used for semi-permanent fastening where the
material to be fastened to the base material has a pre-drilled hole or slot
and is inserted over the threaded stud (after it is driven), then fastened
down with the nut and washer combination.
There are also other specialty fasteners made for powder actuated
applications such as eye pins; conduit clips; ceiling clips; etc., designed to
make certain trade applications easier. In addition, large diameter metal
washers are sometimes assembled to drive pins and provide more bearing
surface to accommodate fastening of insulations, sill plates (where required
by local codes), etc.
NOTE:
Remember that P.A.T. fasteners are made of special steel and heat
treated especially for these applications. Under no circumstances
should fasteners other than those recommended by the tool
manufacturer be used in the tool.