
























Model 601SBM Low Profile Clamshell
92-0092 Rev. 210701
31
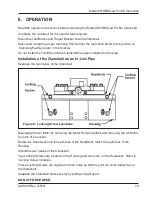
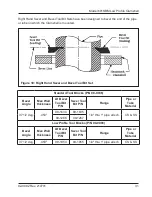
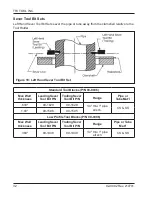
Right Hand Sever and Bevel Tool Bit Sets have been designed to bevel the end of the pipe
or tube on which the Clamshell is mounted.
Figure 18: Right Hand Sever and Bevel Tool Bit Set
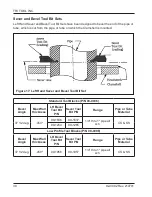
Standard Tool Blocks (P/N 08-0036)
Bevel
Angle
Max Wall
thickness
LH Bevel
Tool Bit
P/N
Sever Tool
Bit P/N
Range
Pipe or
Tube
Material
37 1/2 deg.
.450"
99-1634
99-1635
1/4" thru 1" pipe all sch.
CS & SS
99-1266
99-1267
Low Profile Tool Blocks (P/N 08-0096)
Bevel
Angle
Max Wall
thickness
LH Bevel
Tool Bit
P/N
Sever Tool
Bit P/N
Range
Pipe or
Tube
Material
37 1/2 deg.
.450"
99-1954
99-1955
1/4" thru 1" pipe all sch.
CS & SS
Содержание 601SBM
Страница 1: ...Operation Manual 92 0092 Rev 210701 Model 601SBM Low Profile Clamshell ...
Страница 42: ...TRI TOOL INC 92 0092 Rev 210701 40 13 ILLUSTRATED PARTS BREAKDOWN MODEL 601SBM CLAMSHELL SUB ASSEMBLY ...
Страница 44: ...TRI TOOL INC 92 0092 Rev 210701 42 HOUSING ASSY DRIVE P N 19 0285 5 1 2 4 7 9 8 6 3 ...
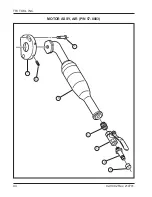
Страница 46: ...TRI TOOL INC 92 0092 Rev 210701 44 MOTOR ASSY AIR P N 57 0083 5 4 2 3 8 1 6 7 ...
Страница 48: ...TRI TOOL INC 92 0092 Rev 210701 46 TOOL BLOCK STANDARD P N 08 0036 2 7 6 10 11 12 13 8 3 4 5 9 9 1 ...
Страница 50: ...TRI TOOL INC 92 0092 Rev 210701 48 TOOL BLOCK LOW PROFILE P N 08 0096 1 7 9 8 5 3 2 11 6 4 3 10 ...
Страница 54: ...THIS PAGE INTENTIONALLY LEFT BLANK ...
Страница 55: ......























































