




















8
TRI TOOL INC.
92-0631 : Orig. 960119
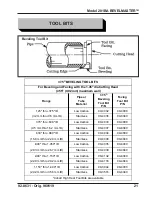
PIPE CUTTING CAPACITIES
Basic Pipe Sizes
1/8” pipe through 1 1/2” pipe, all schedules
Basic Tube Sizes
Up to .400” (10.2 mm) wall tubing with a maximum OD of 2.00” (50.8 mm)
may be beveled with standard procedures.
No mounting limitations on the ID.
Wall Thickness Capacity
Wall thickness of all standard pipe schedules (.400” (10.2 mm) maximum)
in the range listed.
Contact TRI TOOL Inc. for heavier wall procedures.
MATERIAL CUTTING CAPABILITIES
Mild steels, chrome steels (Rc 35 maximum), stainless steel, copper-nickel and
aluminum without limitations except size and wall thickness as specified in previous
paragraph.
Inconel and some other high temperature alloys may require special procedures as
a function of wall thickness and type of end preparation.
Contact the TRI TOOL Inc. engineering department for details.
CUTTING HEAD SPEEDS
Maximum Cutting Head speed: 223 rpm
Cutting Head speed at maximum H.P.: 112 rpm
Functional speed range: 47 to 220 rpm







































































