




























Mounting
40
02.00|ROTA TP |en
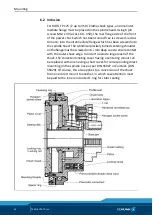
Mounting with 2-part clamping ring (D.R.M.B.)
The distributor ring can be clamped onto a rigid collar on the machine
(at least 8 mm wide) using a two-piece clamping ring. The distributor
ring is clamped onto this collar by two screws. The height of the
clamping ring is designed according to the "Bracket Mounting"
During assembly, this two-piece clamping ring is first screwed to
the threads of the distributor ring. Then they entire assembly
group is clamped onto the rigid collar of the machine. When
mounting the chuck with a bayonet or Camlock, the clamping ring
should have a cut-out to allow access to the collar nuts or clamp-
ing cams using the corresponding wrench.
NOTE
The distributor ring must be aligned with the outer chuck diameter
in such a way that at least a radial and axial run-out tolerance of
0.1 mm is achieved.
During the assembly, as mentioned at the start, it must be ensured
that the distributor ring is axially and radially aligned with the
chuck body without contact and fixed.
Note
Therefore, ONLY flexible connection cables may be used.
6.3.4







































































