


























FT TRUCK MT
17
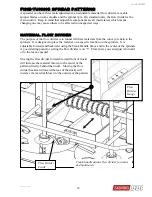
Spread patterns can also be adjusted by moving the point of delivery toward the outer edge of the
spinner or into the center. Placement of fertilizer near the outer edge of the spinner will increase
the amount of fertilizer deposited behind the spreader. Shifting the point of delivery to the
center of the spinner will increase the amount of material thrown to the sides.
The material divider should be adjusted in conjunction with spinner speed to obtain the best
spread pattern. Trial and error will help determine the correct position most of the time. After
experience is obtained with a variety of materials, the trial and error will become less and less of
an effort but never completely eliminated.
SPINNERS
Proper spinner speed adjustment is very important in obtaining good spread patterns. Its use will
depend entirely on the material being spread. Once set for a particular material, use a marker to
label the location of the flow control lever so as to avoid having to rerun the trial and error
testing for that particular material again.
Spinner Speed
On hydraulic driven spinners, the speed is controlled by a
priority valve. The priority valve can be adjusted to regulate a
constant spinner speed, as long as enough oil is being supplied
by the pump. The amount of oil being supplied to the spinner
system is directly related to the truck’s engine RPM’s. If
engine speed is too slow, then spinners will not have sufficient
oil supplied to keep them at the desired speed. Engine speed
requirements will differ for individual trucks depending on the
percentage of the P.T.O. and pump size.
Spinner speed will vary depending on the type of material
being spread. The size and weight of the particle determine the
speed required. Too high a spinner speed will dump everything
behind the truck. For finely powdered materials the speed will
be fairly low but for large particle materials, the speed may be
very high. In general, the speed will probably be in the range of
550 to 650 RPM.
Predicting how an increase or decrease in spinner speed will affect the pattern of distribution is
difficult. This adjustment should be made only after other methods of adjustment fail to give a
satisfactory pattern. Increasing spinner speed may increase or decrease the material directly
behind the spreader, depending on the material being spread, the original spinner RPM, and type
of blade setting. Adjustments with spinner speed will be by trial and error and is less predictable
than other means of adjustment.
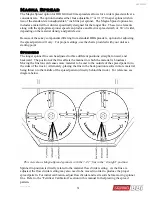
Perhaps the best way to adjust the spinner speed is to observe the way material spins off the
spinner. At slow speed the material leaves the blades in bands. At medium speeds it forms wide
bands in the air, and at higher speeds the bands form into one thick blur.
ADJUSTMENTS
The hydraulic flow control
(priority valve) regulates
spinner speed.





















































