






















标准化
工艺
批准
日期
设计
制图
校对
审合
处数
标记
更改文件号
重量(g)
共
页
共
日期
签字
上海亿诺科技有限公司
零部件描述
参考编号
材料
公差选择范围
页
外形尺寸
ICT2098
描 述
图 号
序号
备 注
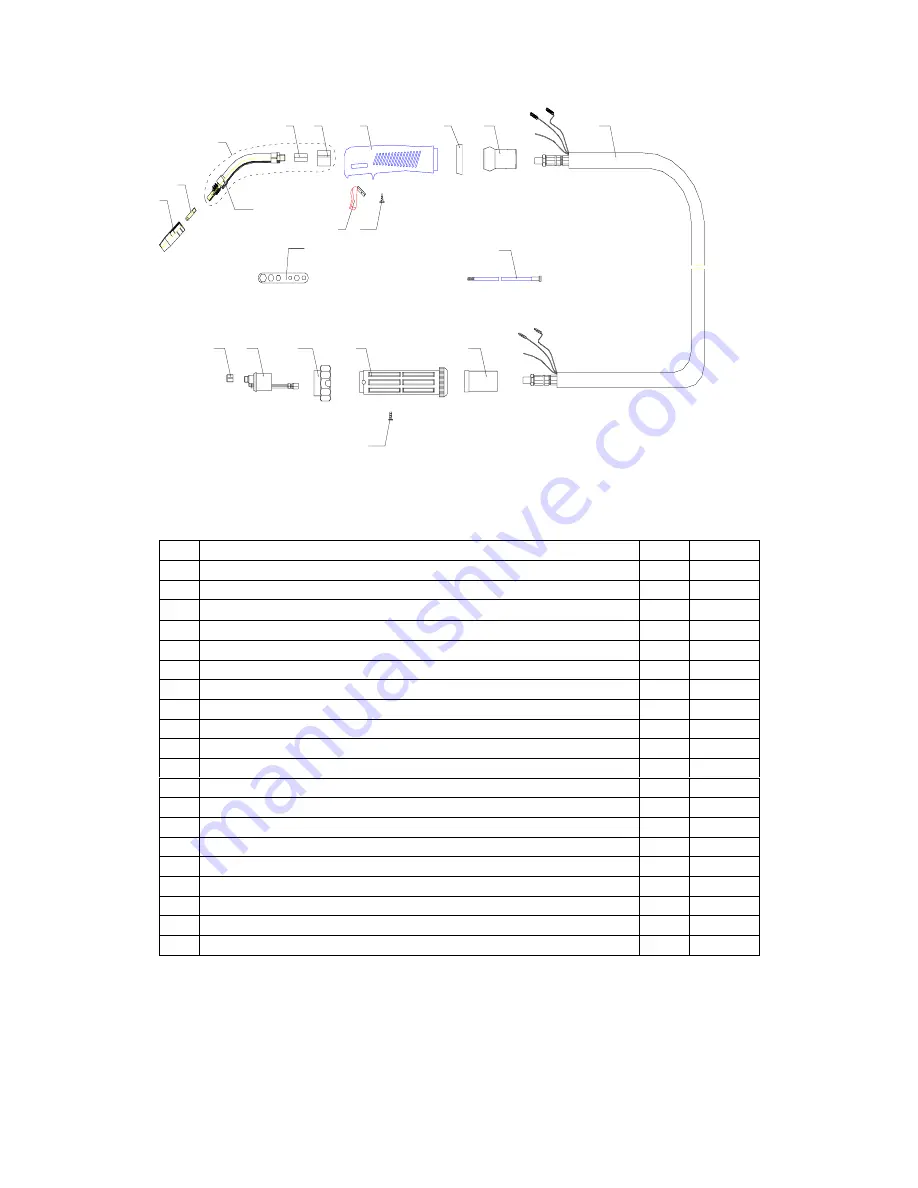
焊枪15/3米/弹性针/蓝色手柄
-------
上海市顾戴路2535弄99号3号楼2楼
16
图 号
序号
1
2
9
3
6
7
8
11
10
12
13
描 述
数量
备 注
1
2
3
4
7
11
1
2
1
3
1
4
1
5
1
6
1
7
ICS0063
ICU0003-08
ICZ6087
ICV0685
IHQ0070
IFT0874
IHJ0715
IHJ0782
14
IHJ0028
IHJ0645
IFT0063
IZT0071
1
1
1
1
3
1
1
1
1
1
1
1
1
8
17
送丝管锁紧螺母
带绝缘层送丝管0.6-0.8 3米 蓝色
IIC0500
导电嘴 0.8/M6*25
喷嘴 D.12 14-15AK
螺丝 M4X6 UNI 6107
15AK 枪颈(包括六角适配器和塑料适配器)
MIG蓝色手柄
焊枪用开关 21.8mm
螺丝 D.3x10
电缆护套 12-16-25 MMQ
电缆支撑用球节 15AK
手柄锁紧环
二氧化碳欧式后把套
数量
1
1
1
9
18
10
9
5
6
8
塑料适配器
六角适配器
IZH0667
IHJ0030
5
4
1
15
ITB0059
欧式中央插头/弹性针
1
ICG6000
19
导电嘴扳手
1
IHJ0063
焊枪锁紧螺母/塑料螺纹
1
ICN0663
同轴电缆组/16mmq/3米
1
3.1
ICZ0087
15AK 枪颈
1
3.1
•
3.4.2. The parts list for the MIG GUN
NO. Description
QTY.
Remark
1
Tip D.12 14-15AK
1
2
Electric nozzle 0.8/M6*25
1
3
15AK Goose gun neck
(
Hexangular adapter and Plastic adapter
)
1
3.1
15AK Goose gun
1
4
Hexangular adapter
1
5
Plastic adapter
1
6
MIG blue handle
1
7
Torch Switch 21.8mm
1
8
Screw D.3*10
3
9
Handle locking ring
1
10
Cable fixing joint 15AK
1
11
Coaxial cable team /16mmq/3m
1
12
Cable thimble 12-16-25 MMQ
1
13
CO
2
Euro-rear thimble
1
14
Screw M4*6 UNI 6107
1
15
Torch locknut /plastic screw thread
1
16
Euro-main socket/flexibility pin
1
17
Feeding pipe locknut
1
18
Insulating feed pipe 0.6-0.8 3m, Blue
1
19
Spanner for the electric nozzle
1
•
3.4.3. The operation for the MIG GUN
1.
Service the wire feed mechanism at least every time the reel is changed.
-
Check the wear of the feed roll groove and change the feed roll when
necessary.
Содержание Ronch Weld 200MP
Страница 1: ...SERIES 200MP 250MP MULTIPROCESS ...
Страница 11: ...3 Installation ADJUSTMENT 3 1 Parameters Model Parameters MULTIMIG 200 PFC MV ...
Страница 16: ...4 OPERATION 4 1 Layout for the front and rear panel ...
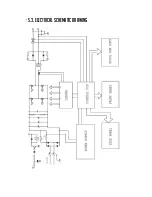
Страница 24: ... 5 3 Electrical Schematic drawing ...
Страница 25: ...25 200MP 250MP MULTIPROCESS ...







































































