
















32
Only professional maintenance staff that isauthorized by our company could overhaul the
machine!
Be sure to shut off the Main Input Power before doing any repair work on the welding
machine!
If there is any problem and there is no authorized professional maintenance personal on
site, please contact local agent or the distributor!
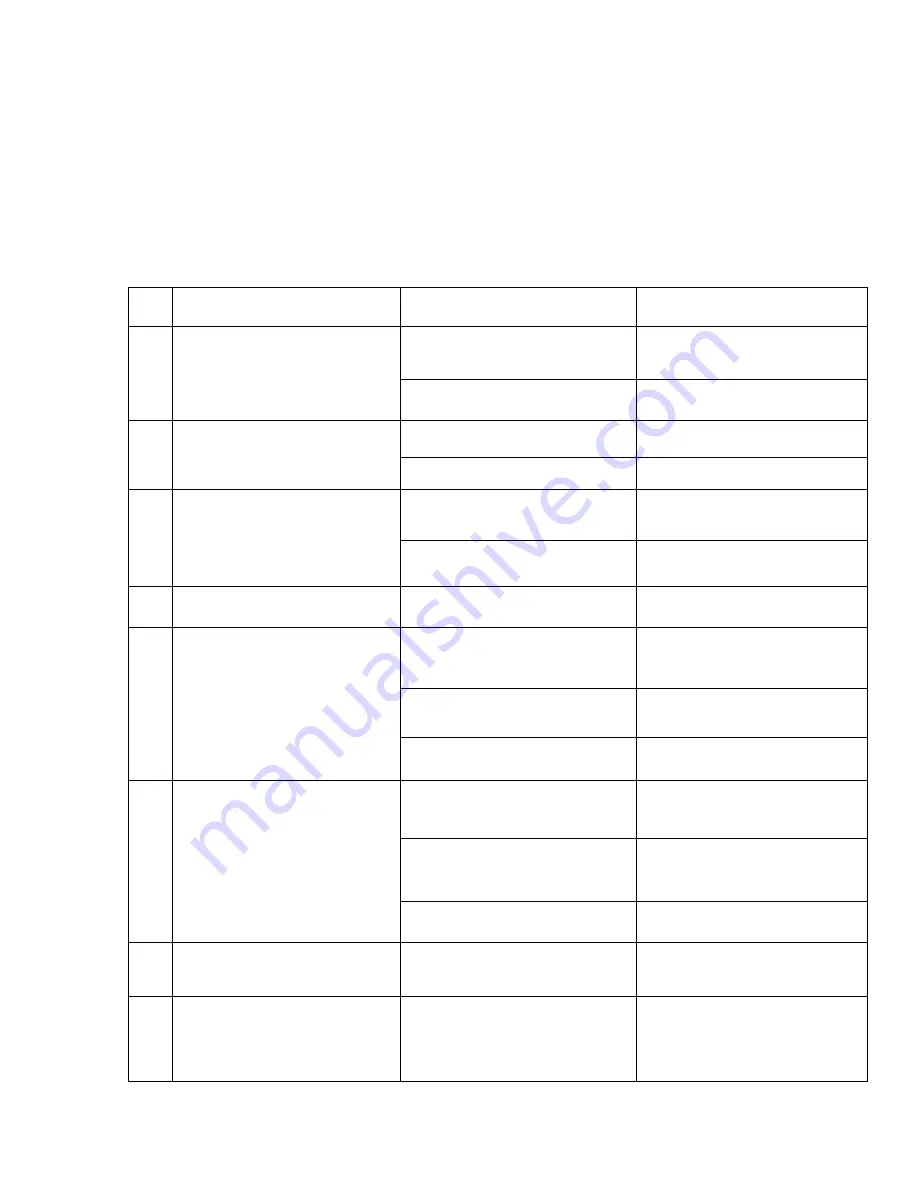
If there are some simple troubles with the welding machine, you can consult the following chart:
S/N Troubles
Reasons
Solutions
1
Turn on the power
source, and fan works,
but the power light is
not on.
The power light damaged or
connection is not good
Test and repair the inside
circuit of power light Pr3
Power PCB failures
Repair or change power PCB
Pr2
2
Turn on the power source, and
the power light is on, but fan
doesn’t work
There is something in the fan
Clear out
The fan motor damaged
Change fan motor
3
Turn on the power source, and
the power light is not on, and
fan doesn’t work
No input voltage
Check whether there is input
voltage
Overvoltage (Input voltage is
too much or not)
Check input voltage
4
No no-load voltage output
There is trouble inside the
machine
Check the main circuit, Pr1 and
Pr2
5
No current output in the
welding
Welding cable is not connected
with the two output of the
welder.
Connect the welding cable to
the welder’s output
Welding cable is broken
Wrap, repair or change the
welding cable
Earth cable is not connected or
loosen
Check the earth clamp
6
Not easy to start arc in the
welding, or easy to cause
sticking
The plug loosen or connect not
well
Check and tighten the plug
Oil or dust covered the
workpiece
Check and clear out
Wrong mode selected
Check the MMA selector switch
is selected
7
The arc is not stable in the
welding process
The arc force is too small
Increase the arc force
8
The welding current can not be
adjusted
Welding current potentiometer
in the front panel connection
not so good or damaged
Repair or change the
potentiometer
Содержание Ronch Weld 160ARC DV
Страница 1: ...1 SERIES 160ARC DV 200ARC DV STICK TIG ...
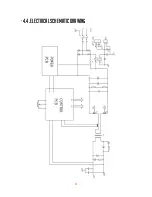
Страница 35: ...35 4 4 Electrical schematic drawing ...
Страница 36: ...36 200ARC DV STICK TIG ...







































































