

















EN
Multiprocess 175. Operating manual.
Multiprocess 175. Operating manual.
35
34
12. Periodic maintenance.
WARNING
Only authorised electricians should carry out repairs and internal
servicing.
Modification of the primary input plug or fitment of a lower rated
primary input plug will render the warranty null and void.
The working environment or amount of use the machine receives should
be taken into consideration when planning the maintenance frequency
of your system.
Preventative maintenance will ensure trouble-free welding and increase
the life of the machine and its consumables.
12.1 Daily maintenance
Perform the following maintenance daily:
→
Clean the electrode holder and TIG torch‘s gas nozzle. Replace
damaged or worn parts.
→
Check the TIG torch‘s electrode. Replace or sharpen, if necessary.
→
Check the tightness of welding and earth cable connections.
→
Check the condition of mains and welding cables and replace
damaged cables.
→
See that there is enough space in front of and back of the unit for
ventilation.
12.2 Regular power source maintenance
→
Check the electrical connections of the unit at least twice a year.
→
Clean oxidised connections and tighten.
→
Inner parts of the machine should be cleaned with a vacuum cleaner
and soft brush.
→
Do not use any pressure-washing devices.
→
Do not use compressed air as pressure may pack dirt even more
tightly into components.
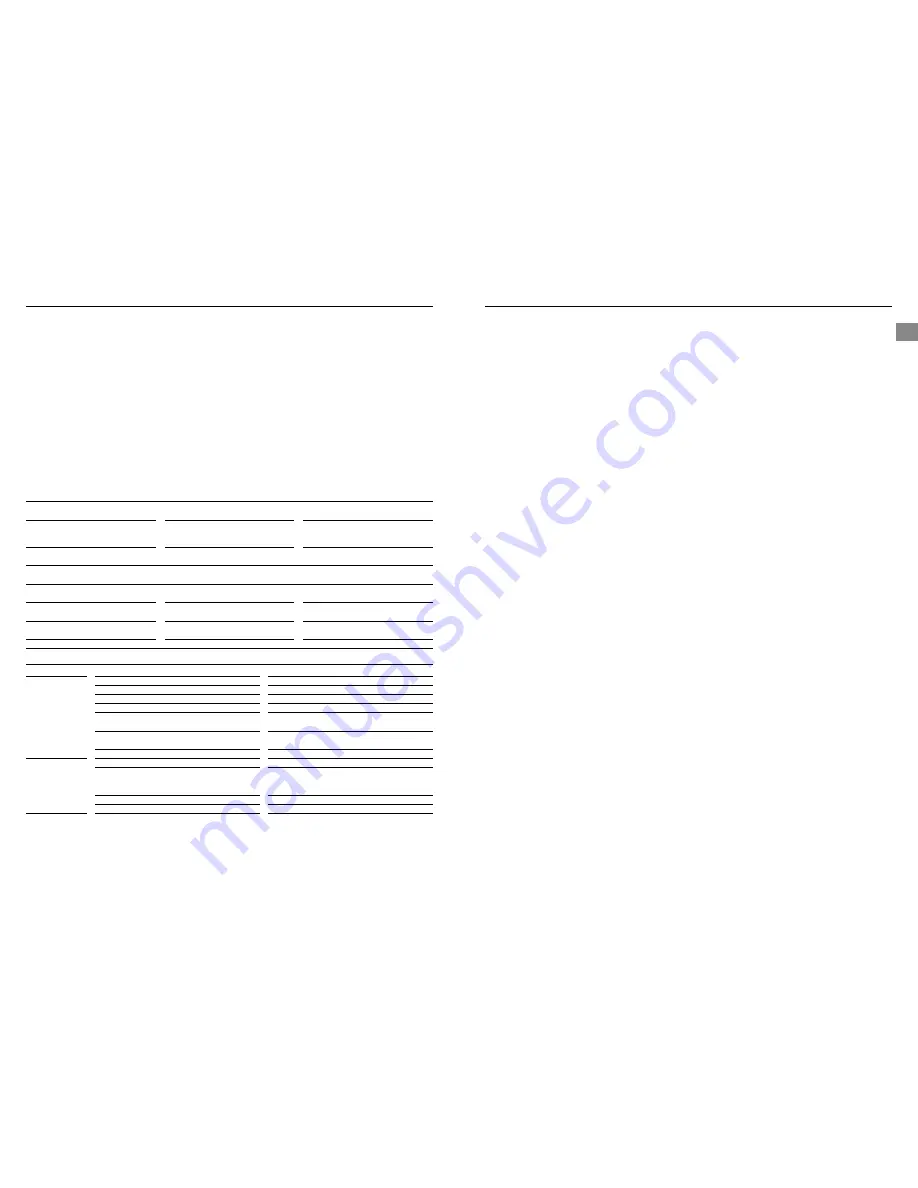
Regulator/flowmeter
Component
Inlet stem
Gas hose and fitting
Fault symptom
No gas flow, gas leaks at regulator body or
cylinder valve
Leaks at connections or in the hose, porosity in
the weld
Cause
Blocked inlet stem, leaking inlet stem to body
thread, bullnose not properly seated in cylinder
valve
Poorly fitted loose connections, damaged hose,
air drawn into gas stream
Welding wire
Component
Wire basket and spool
Wire
Wire
Fault symptom
Erratic wire feeding or wire stoppages
Wire sticks in contact tip, erratic feeding
Weld has excessive amount of spatter
Cause
Damaged wire basket, loose spooling, random-
wound wire
Varying wire diameter, copper flaking, surface
damage
Wrong polarity has been selected
Problem
Porosity in weld
deposit
Inadequate shielding
Cause
Entrapped impurities, hydrogen, air, nitrogen, water vapour
Defective gas hose or loose connection
Filler material is damp (particularly aluminium)
Filler material is oily or dusty
Alloy impurities in the base metal such as sulphur,
phosphorous, lead and zinc
Excessive travel speed with rapid freezing of weld trapping
gases before they escape
Contaminated shield gas
Gas flow blockage or leak in hoses or torch
Excessive travel speed exposes molten weld to atmospheric
contamination
Wind or drafts
Excessive electrode stickout
Solution
Do not weld on wet material.
Check hoses and connections for leaks
Dry filler metal in oven prior to welding
Replace filler metal
Change to a different alloy composition which is weldable.
These impurities can cause a tendency to crack when hot
Lower the travel speed
Replace the shielding gas
Locate and eliminate the blockage or leak
Use slower travel speed or carefully increase the flow rate
to a safe level below creating excessive turbulence. Use a
trailing shield cup
Set up screens around the weld area
Reduce electrode stickout. Use a larger size cup





















































