






















10
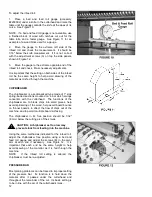
OPENING HOOD
To open the hood for access to the cutterhead, remove
the two hex screws with the 22mm wrench provided.
See Figure 6.
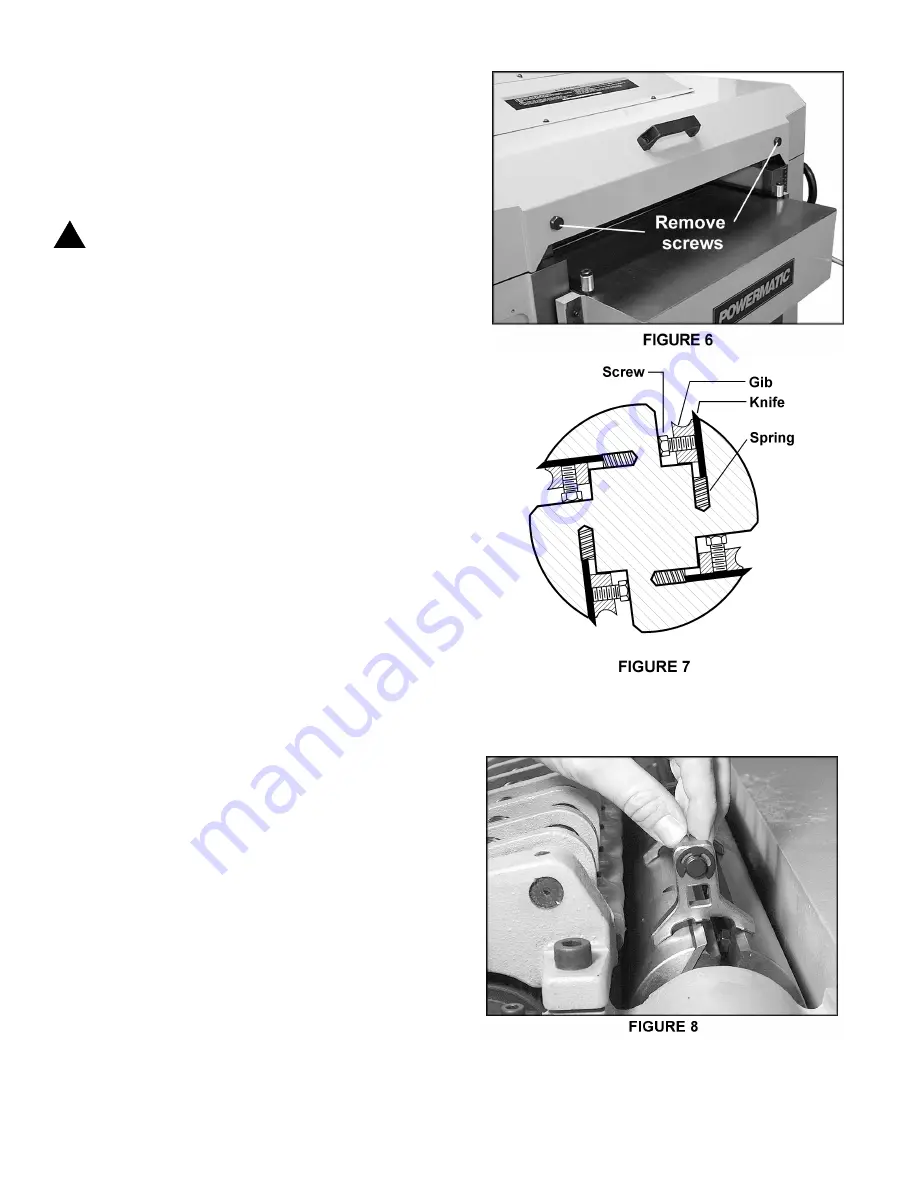
KNIFE INSTALLATION & ADJUSTMENT
CAUTION: Use care when placing hands near
knives as they are extremely sharp and can
cause severe cuts.
Installing knives on a planer is an exacting process. If
the knives are not to be jointed and ground, end-to-end
and knife-to-knife relationship must be held within .001"
(.03mm) for accurate and smooth planing. To help
avoid cutterhead distortion in changing out a set of
knives, remove and replace the knife in one slot before
changing the next knife.
Any knife adjustment or replacement should be done to
all four knives at the same time. Failure to do this may
result in an out-of-balance cutterhead which can lead to
bearing failure.
1.
Disconnect machine from power source.
2.
To remove knife, loosen the six hex head screws.
See Figure 7.
3. The knife is spring loaded and will rise up in the
slot. Carefully remove knife from cutterhead by lifting
straight out. Remove gib and springs, and clean any
dust, pitch or accumulated foreign matter from the slot
and the gib.
4. Replace the springs and gib into the slot, then
insert new knife and loosely snug the six hex head
screws.
5. Carefully place the knife-setting gauge until it
contacts the cutterhead, as shown in Figure 8. This will
hold the high point of the knives to the proper height
above the cutterhead (approximately 1/8” or 3.18mm).
Use the gauge at both ends of the knife, then check the
center section to be sure it is even. If it is low, try
backing off slightly on the center gib screw to allow
blade to come up. Gently tap blade down with piece of
wood until it conforms to the gauge height. Recheck the
full length of the knife.
NOTE: If all knives have been removed, a new set
must be installed with the gib screws lightly snugged
down but not fully tightened. All knives and gibs should
be in place before tightening. Locking one knife in
without the others in position can cause cutterhead
distortion. The tightening process should proceed
working from the center out on each knife and after
locking all gib screws once, repeat the same sequence
until all screws are equally tight.
!
Содержание 201
Страница 1: ...22 PLANER Model 201 Instruction Manual Parts List M 0460224 800 274 6848 www powermatic com ...
Страница 22: ...22 Gearbox Assembly Model 201 Planer ...
Страница 25: ...25 Cutterhead Assembly Model 201 Planer ...
Страница 27: ...27 Top Cover Assembly Model 201 Planer ...
Страница 29: ...29 Column Assembly Model 201 Planer ...
Страница 31: ...31 Table Assembly Model 201 Planer ...
Страница 34: ...34 Base Assembly Model 201 Planer ...
Страница 35: ...35 ELECTRICAL SCHEMATIC Model 201 Planer 7 5HP 1Ph 230V ...
Страница 36: ...36 ELECTRICAL SCHEMATIC Model 201 Planer 7 5HP 3Ph 230V ...
Страница 37: ...37 ELECTRICAL SCHEMATIC Model 201 Planer 7 5HP 3Ph 460V ...
Страница 38: ...38 ...







































































