





























Motion Control
MultiFlex PCI 1000 Series User's Manual
97
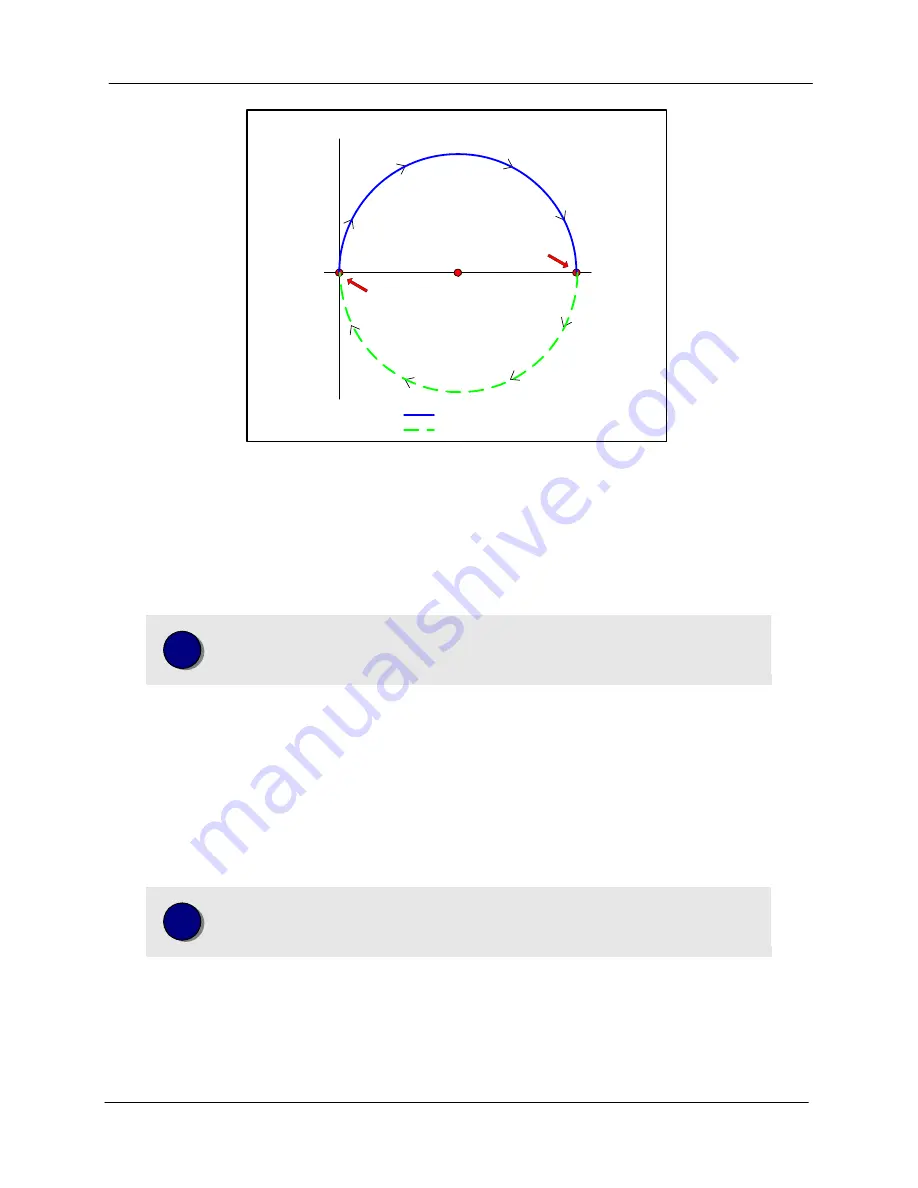
Y
(90 degrees)
X
(0 degrees)
10,000
10,000
-10,000
Starting
point
End point of
first arc
-Y
(270 degrees)
1st move - 180 degree clockwise arc
2nd move - 180 degree clockwise arc
-X
(180 degrees)
Center
point
Changing the velocity ‘on the fly’
‘On the fly’ velocity changes during contour mode motion are accomplished by using the
VelocityOverride
member of the
MCContour
data structure. Issue the command (to the controlling axis)
to scale the vector velocity of a linear or arc motion. The rate of change is defined by the current settings
for vector acceleration and vector deceleration.
i
Changing the velocity of a contour group using Velocity Override
is not supported for S-curve and/or Parabolic velocity profiles.
Cubic Spline Interpolation of linear moves
To have the controller perform ‘curve fitting’ (cubic spline interpolation) on a series of linear moves, issue
the
MCEnableSynch( )
command to the controlling axis before issuing any contour move commands.
Next issue linear contour path commands to points on the curve. After loading the desired number of
moves into the contour buffer, issue a
MCGOEx( )
command with the value
Param
set to 1. Motion will
continue from the first to the last point in the contour buffer. To return to normal operation, issue the
MCEnableSynch( )
command with parameter
pState
= FALSE.
i
Note that when performing cubic spline interpolation, only
128 motions
can be
queued up in the contouring buffer.
User Defined Contour path
When executing contour motion the controller assumes that the axes are arranged in an orthogonal
geometry. The controller will calculate the distance and period of a move as follows:
Artisan Technology Group - Quality Instrumentation ... Guaranteed | (888) 88-SOURCE | www.artisantg.com







































































