




















6
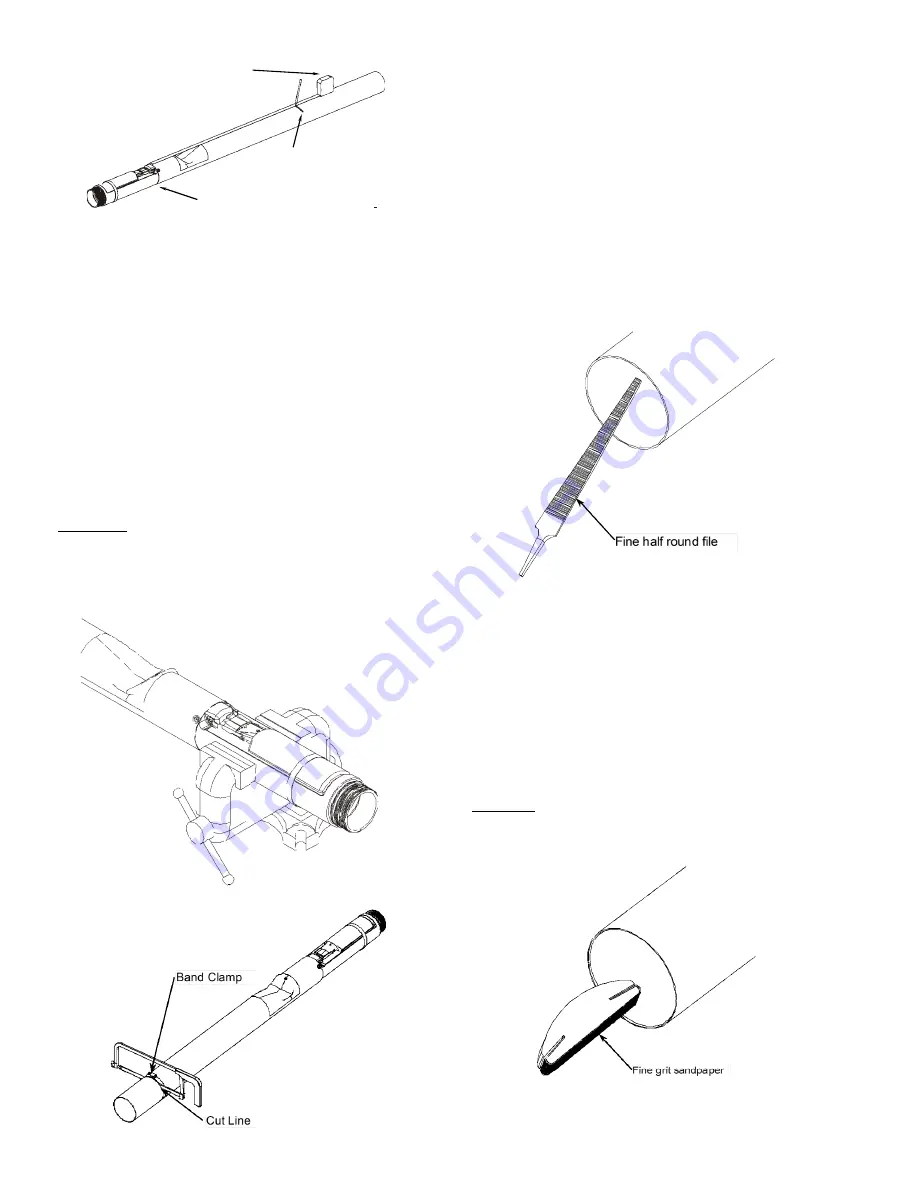
STEP 3: CUT THE UPPER DROP TUBE
Attach the supplied band clamp to the upper tube just
below the mark and ensure that it is assembled square
to the tube. The clamp can be used as a guide for mak-
ing a square cut. If a vise is used, clamp on the valve
body casting only to avoid damage to the float and
tubes
(See Figure 3A).
Carefully saw through the tube
squarely, at the mark made in Step 2. Use a hacksaw
with a new fine-tooth blade. Rotating the upper tube
as the sawing progresses will minimize run out and en-
sure a square 90-degree cut. Remove the band clamp
after tube is cut.
CAUTION - DO NOT use a pipe or tubing cutter to cut
the upper drop tube, this may damage the tube,
causing it to be out of round thereby prohibiting
assembly of the unit.
IMPORTANT:
Remove all chips and shavings generated
in steps 3 thru 5 out of the cut end of the tube. DO NOT
remove chips and shavings by dumping thru valve
body.
STEP 4: FILE THE UPPER DROP TUBE
File the upper tube square, and remove any burrs or
rough edges. Make sure the cut is flat and square.
IMPORTANT:
Carefully file a good chamfer on the in-
side edge of the drop tube to provide a lead-in for the
polypak seal and inlet tube installed in Step 8.
Figure 4
STEP 5: SAND THE UPPER DROP TUBE
Sand the inside of the drop tube with sandpaper and/or
steel wool to remove all burrs and sharp edges. After
sanding wipe down the inside of the tube with a clean
rag from the top to approximately 4 inches down to
remove any debris.
Caution: Failure to properly chamfer, sand, and
clean the drop tube may cut the seal and result in a
failure of a pressure decay leak test.
Figure 5
Seam
Tape measure
Mark Upper Tube
(Cut Line)
Figure 2
Figure 3A
Figure 3B







































































