















OIL-HYDRAULIC PRESSES WITH TWO UPRIGHTS
OPERATION AND MAINTENANCE MANUAL
2
INDEX OF TOPICS:
1.
MACHINE ASSEMBLY DRAWING..................................................................................................... 4
2.
TEST CERTIFICATE.......................................................................................................................... 5
2.1
TEST AND INSPECTION DATA (ACCORDING TO SCHLESINGER STANDARDS)........................... 6
3.
EXPECTED USE CONDITIONS .......................................................................................................... 7
3.1
BEFORE OPERATING THE MACHINE ........................................................................................ 7
3.2
DESCRIPTION OF THE MACHINE............................................................................................... 8
3.2.1
ACCESSORIES .................................................................................................................. 9
3.3
MACHINE USE ........................................................................................................................ 10
3.4
RECOMMENDED FLUIDS ........................................................................................................ 11
4.
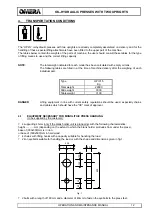
TRANSPORTATION CONDITIONS.................................................................................................... 12
4.1
EQUIPMENT NECESSARY FOR MONOLITHIC PRESS HANDLING............................................. 12
4.2
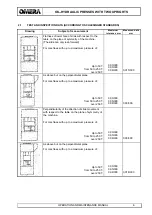
PROCEDURE FOR UNLOADING FROM THE MEANS OF TRANSPORT...................................... 13
5.
INSTALLATION CONDITIONS .......................................................................................................... 14
5.1
INSTALLATION OF PRESSES WITH MONOLITHIC STRUCTURE ................................................ 14
5.2
FILLING OF OIL TANK .............................................................................................................. 15
5.3
CONNECTION TO THE ELECTRICAL MAINS SUPPLY ............................................................... 15
5.4
ILLUMINATION OF THE WORK AREA....................................................................................... 16
6.
OPERATION CONDITIONS .............................................................................................................. 17
6.1
ELECTRIC CONTROLS............................................................................................................. 17
6.1.1
MACHINE SETTING CONTROLS ........................................................................................ 17
6.1.2
CONTROL CONSOLE ........................................................................................................ 19
6.2
OIL-HYDRAULIC CONTROLS .................................................................................................... 21
6.3
ELECTRONIC CYCLE CAMS .................................................................................................... 22
6.3.1
CONTROL OF SLIDE STROKE........................................................................................... 22
6.3.2
CONTROL OF THE BLANK HOLDER CUSHION .................................................................. 23
6.4
INDUSTRIAL PC SWITCHING ON PROCEDURE ........................................................................ 24
6.5
PASSWORD ........................................................................................................................... 24
6.6
INDUSTRIAL PC SWITCHING OFF PROCEDURE....................................................................... 24
6.7
DEVICE FOR HOLDING THE SLIDE AT T.D.C. ........................................................................... 25
6.8
KNOCKOUT............................................................................................................................. 25
6.9
FUNCTIONING MODES ............................................................................................................ 26
6.9.1
INITIAL CYCLES................................................................................................................ 26
6.9.2
ADJUSTMENT CYCLE ....................................................................................................... 26
6.9.3
SINGLE CYCLE WITHOUT BLANK HOLDER....................................................................... 26
6.9.4
SINGLE CYCLE WITH INDEPENDENT BLANK HOLDER...................................................... 26
6.9.5
SINGLE CYCLE WITH DIRECT BLANK HOLDER................................................................. 26
6.9.6
BLOCK RESET FOR SLIDE AND CUSHION OVERSTROKE ................................................ 27
6.9.7
SLIDE UPSTROKE CONTROL AFTER B.D.C. STOP............................................................ 27
6.9.8
DIE LOADING ................................................................................................................... 28
6.9.9
DIE UNLOADING............................................................................................................... 29
6.9.10
OPERATION WITH AUTOMATIC FEEDER .......................................................................... 30
6.9.11
AUTOMATIC CYCLE START .............................................................................................. 30
6.9.12
AUTOMATIC CYCLE STOP................................................................................................ 31
Содержание OPI M-400
Страница 4: ...OIL HYDRAULIC PRESSES WITH TWO UPRIGHTS OPERATION AND MAINTENANCE MANUAL 4 1 MACHINE ASSEMBLY DRAWING...
Страница 42: ...OIL HYDRAULIC PRESSES WITH TWO UPRIGHTS OPERATION AND MAINTENANCE MANUAL 42 7 14 COMPARATIVE OIL TABLES...
Страница 43: ...OIL HYDRAULIC PRESSES WITH TWO UPRIGHTS OPERATION AND MAINTENANCE MANUAL 43 7 15 WIRING DIAGRAM...
Страница 44: ...OIL HYDRAULIC PRESSES WITH TWO UPRIGHTS OPERATION AND MAINTENANCE MANUAL 44 7 16 OIL HYDRAULIC DIAGRAM...
Страница 45: ...OIL HYDRAULIC PRESSES WITH TWO UPRIGHTS OPERATION AND MAINTENANCE MANUAL 45 7 17 PNEUMATIC DIAGRAM...
Страница 46: ...OIL HYDRAULIC PRESSES WITH TWO UPRIGHTS OPERATION AND MAINTENANCE MANUAL 46 7 18 LUBRICATION SYSTEM DIAGRAM...
Страница 47: ...OIL HYDRAULIC PRESSES WITH TWO UPRIGHTS OPERATION AND MAINTENANCE MANUAL 47 7 19 TABLE DRAWING...
Страница 48: ...OIL HYDRAULIC PRESSES WITH TWO UPRIGHTS OPERATION AND MAINTENANCE MANUAL 48 7 20 SLIDE DRAWING...
Страница 49: ...OIL HYDRAULIC PRESSES WITH TWO UPRIGHTS OPERATION AND MAINTENANCE MANUAL 49 7 21 KNOCKOUT DRAWING...
Страница 50: ...OIL HYDRAULIC PRESSES WITH TWO UPRIGHTS OPERATION AND MAINTENANCE MANUAL 50 7 22 OTHER DRAWINGS...







































































