

















OM-210 088 Page 6
Le rayonnement de l’arc du procédé de soudage
génère des rayons visibles et invisibles intenses
(ultraviolets et infrarouges) susceptibles de provoquer
des brûlures dans les yeux et sur la peau.
Des étincelles sont projetées
pendant le soudage.
LES RAYONS DE L’ARC peuvent pro-
voquer des brûlures dans les yeux et
sur la peau.
D
Porter un casque de soudage muni d’un écran de filtre approprié pour
protéger votre visage et vos yeux pendant le soudage ou pour regar-
der (voir ANSI Z49.1 et Z87.1 énuméré dans les normes de sécurité).
D
Porter des protections approuvés pour les oreilles si le niveau sondre est
trop élevé.
D
Utiliser des écrans ou des barrières pour protéger des tiers de l’éclair
et de l’éblouissement; demander aux autres personnes de ne pas re-
garder l’arc.
D
Porter des vêtements de protection constitué dans une matière dura-
ble, résistant au feu (cuir ou laine) et une protection des pieds.
Le soudage effectué sur des conteneurs fermés tels
que des réservoirs, tambours ou des conduites peut
provoquer leur éclatement. Des étincelles peuvent être
projetées de l’arc de soudure. La projection d’étincel-
les, des pièces chaudes et des équipements chauds peut provoquer des
incendies et des brûlures. Le contact accidentel de l’électrode avec des
objets métalliques peut provoquer des étincelles, une explosion, un
surchauffement ou un incendie. Avant de commencer le soudage,
vérifier et s’assurer que l’endroit ne présente pas de danger.
LE SOUDAGE peut provoquer un
incendie ou une explosion.
D
Se protéger et d’autres personnes de la projection d’étincelles et de
métal chaud.
D
Ne pas souder dans un endroit là où des étincelles peuvent tomber
sur des substances inflammables.
D
Déplacer toutes les substances inflammables à une distance de 10,7
m de l’arc de soudage. En cas d’impossibilité les recouvrir soigneuse-
ment avec des protections homologués.
D
Des étincelles et des matériaux chauds du soudage peuvent facile-
ment passer dans d’autres zones en traversant de petites fissures et
des ouvertures.
D
Surveiller tout déclenchement d’incendie et tenir un extincteur à proxi-
mité.
D
Le soudage effectué sur un plafond, plancher, paroi ou séparation
peut déclencher un incendie de l’autre côté.
D
Ne pas effectuer le soudage sur des conteneurs fermés tels que des
réservoirs, tambours, ou conduites, à moins qu’ils n’aient été prépa-
rés correctement conformément à AWS F4.1 (voir les normes de
sécurité).
D
Brancher le câble sur la pièce le plus près possible de la zone de sou-
dage pour éviter le transport du courant sur une longue distance par
des chemins inconnus éventuels en provoquant des risques d’élec-
trocution et d’incendie.
D
Ne pas utiliser le poste de soudage pour dégeler des conduites ge-
lées.
D
En cas de non utilisation, enlever la baguette d’électrode du porte-
électrode ou couper le fil à la pointe de contact.
D
Porter des vêtements de protection dépourvus d’huile tels que des
gants en cuir, une chemise en matériau lourd, des pantalons sans re-
vers, des chaussures hautes et un couvre chef.
D
Avant de souder, retirer toute substance combustible de vos poches
telles qu’un allumeur au butane ou des allumettes.
DES PARTICULES VOLANTES
peuvent blesser les yeux.
D
Le soudage, l’écaillement, le passage de la pièce
à la brosse en fil de fer, et le meulage génèrent
des étincelles et des particules métalliques volan-
tes. Pendant la période de refroidissement des soudures, elles risquent
de projeter du laitier.
D
Porter des lunettes de sécurité avec écrans latéraux ou un écran facial.
LES ACCUMULATIONS DE GAZ ris-
quent de provoquer des blessures ou
même la mort.
D
Fermer l’alimentation du gaz protecteur en cas de
non utilisation.
D
Veiller toujours à bien aérer les espaces confinés ou se servir d’un respi-
rateur d’adduction d’air homologué.
DES PIÈCES CHAUDES peuvent pro-
voquer des brûlures graves.
D
Ne pas toucher des parties chaudes à mains
nues
D
Prévoir une période de refroidissement avant
d’utiliser le pistolet ou la torche.
LES CHAMPS MAGNÉTIQUES peuvent
affecter les stimulateurs cardiaques.
D
Porteurs de stimulateur cardiaque, restez à distance.
D
Les porteurs d’un stimulateur cardiaque doivent
d’abord consulter leur médecin avant de s’approcher
des opérations de soudage à l’arc, de gougeage ou
de soudage par points.
LE BRUIT peut affecter l’ouïe.
Le bruit des processus et des équipements peut affecter
l’ouïe.
D
Porter des protections approuvés pour les oreilles si
le niveau sondre est trop élevé.
Des bouteilles de gaz protecteur contiennent du gaz
sous haute pression. Si une bouteille est endomma-
gée, elle peut exploser. Du fait que les bouteilles de gaz
font normalement partie du procédé de soudage, les
manipuler avec précaution.
D
Protéger les bouteilles de gaz comprimé d’une chaleur excessive,
des chocs mécaniques, du laitier, des flammes ouvertes, des étin-
celles et des arcs.
D
Placer les bouteilles debout en les fixant dans un support station-
naire ou dans un porte-bouteilles pour les empêcher de tomber ou
de se renverser.
D
Tenir les bouteilles éloignées des circuits de soudage ou autres cir-
cuits électriques.
D
Ne jamais placer une torche de soudage sur une bouteille à gaz.
D
Une électrode de soudage ne doit jamais entrer en contact avec
une bouteille.
D
Ne jamais souder une bouteille pressurisée − risque d’explosion.
D
Utiliser seulement des bouteilles de gaz protecteur, régulateurs,
tuyaux et raccords convenables pour cette application spécifique;
les maintenir ainsi que les éléments associés en bon état.
D
Ne pas tenir la tête en face de la sortie en ouvrant la soupape de la
bouteille.
D
Maintenir le chapeau de protection sur la soupape, sauf en cas
d’utilisation ou de branchement de la bouteille.
D
Lire et suivre les instructions concernant les bouteilles de gaz com-
primé, les équipements associés et les publications P-1 CGA énu-
mérées dans les normes de sécurité.
Si des BOUTEILLES sont endomma-
gées, elles pourront exploser.
Содержание MW135
Страница 2: ......
Страница 4: ......
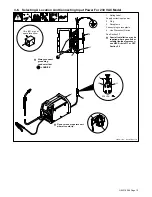
Страница 29: ...OM 210 089 Page 25 SECTION 6 ELECTRICAL DIAGRAM ST 205 400 53 Figure 6 1 Circuit Diagram For 120 VAC Model...
Страница 30: ...OM 210 089 Page 26 ST 210 011 B 53 17 Overload Feed Motor Figure 6 2 Circuit Diagram For 120 VAC CSA Model...
Страница 31: ...OM 210 089 Page 27 ST 205 423 B 53 53 Figure 6 3 Circuit Diagram For 230 VAC Model...
Страница 41: ...OM 210 089 Page 37 Notes...
Страница 46: ......







































































