


























Retur
n to Section TOC
Retur
n to Section TOC
Retur
n to Section TOC
Retur
n to Section TOC
Retur
n to Master TOC
Retur
n to Master TOC
Retur
n to Master TOC
Retur
n to Master TOC
SQUARE WAVE TIG 355
F-43
F-43
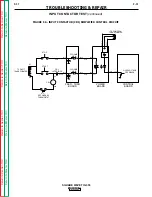
MAIN TRANSFORMER TEST
(continued)
TROUBLESHOOTING & REPAIR
7. Check the voltages at the test points listed
on the Main Transformer Voltage Test
Points Chart.
NOTE: Readings will fluctuate if line voltages
fluctuate.
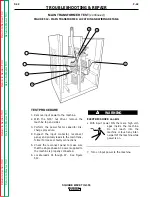
• If any of the secondary or auxiliary voltages
is missing or out of specification and the
correct input voltage is applied to the prima-
ry winding, the main transformer may be
faulty.
• If all the secondary or auxiliary voltages are
low or missing and the correct input voltage
is applied to the main transformer, then the
primary winding is faulty.
8. After the tests are completed and the prob-
lem repaired, install the machine sides and
top, using the 5/16" nut driver.
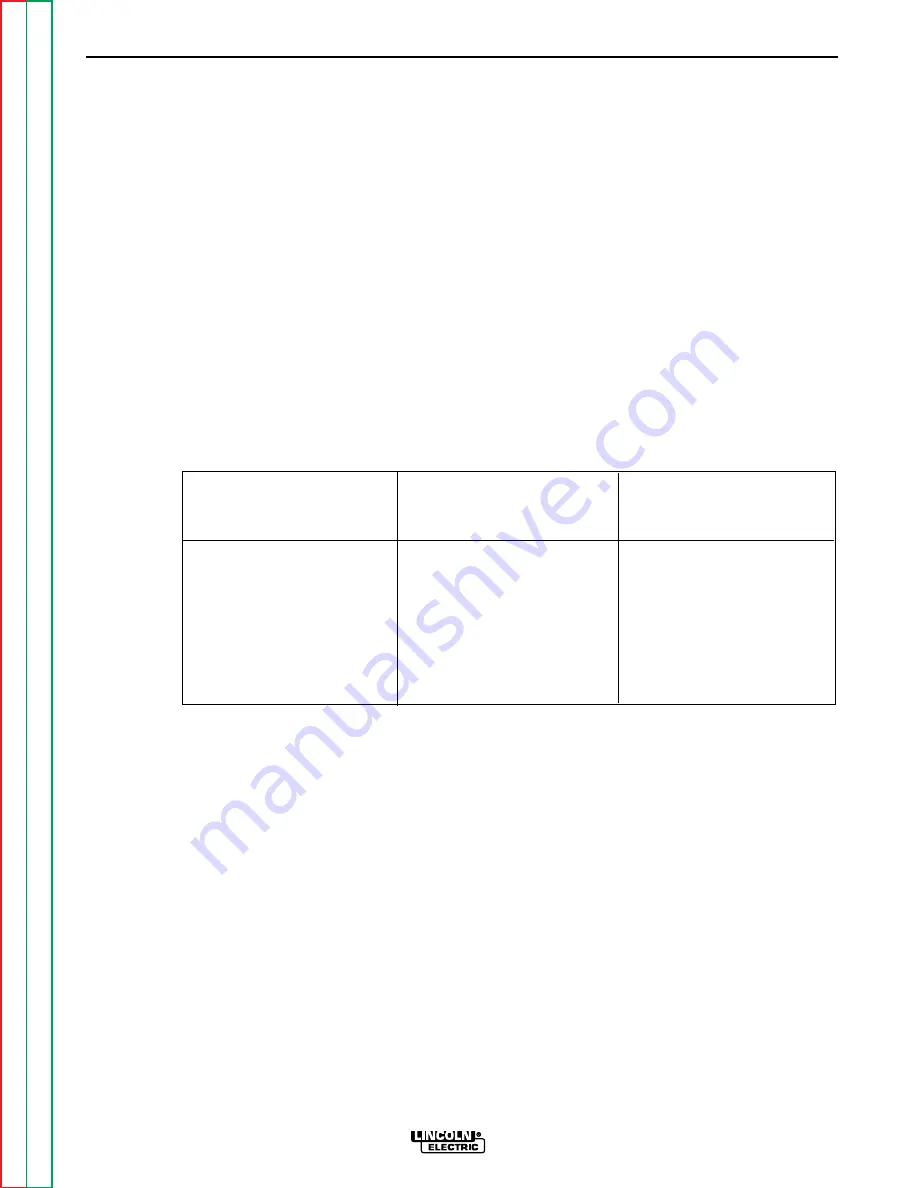
Secondary and Auxiliary
Leads
X1 to X2
X3 to X4
X5 to X6
X2 to X7
Test Point Location
Aluminum secondary leads
120VAC receptacle
Background rectifier
Aluminum secondary leads
Approximate Voltages
84 to 89VAC
117 to 125VAC
22 to 24VAC
77 to 81VAC
MAIN TRANSFORMER VOLTAGE TEST POINTS CHART
NOTE: Readings will fluctuate if line voltages are unusually high or low.







































































