





























Retur
n to Section TOC
Retur
n to Section TOC
Retur
n to Section TOC
Retur
n to Section TOC
Retur
n to Master TOC
Retur
n to Master TOC
Retur
n to Master TOC
Retur
n to Master TOC
TROUBLESHOOTING & REPAIR
F-15
F-15
SQUARE WAVE TIG 355
TROUBLESHOOTING GUIDE
Observe Safety Guidelines
detailed in the beginning of this manual.
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the test/repairs safely, con-
tact the Lincoln Electric Service Department for electrical troubleshooting assistance before you proceed. Call
216-383-2531 or 1-800-833-9353.
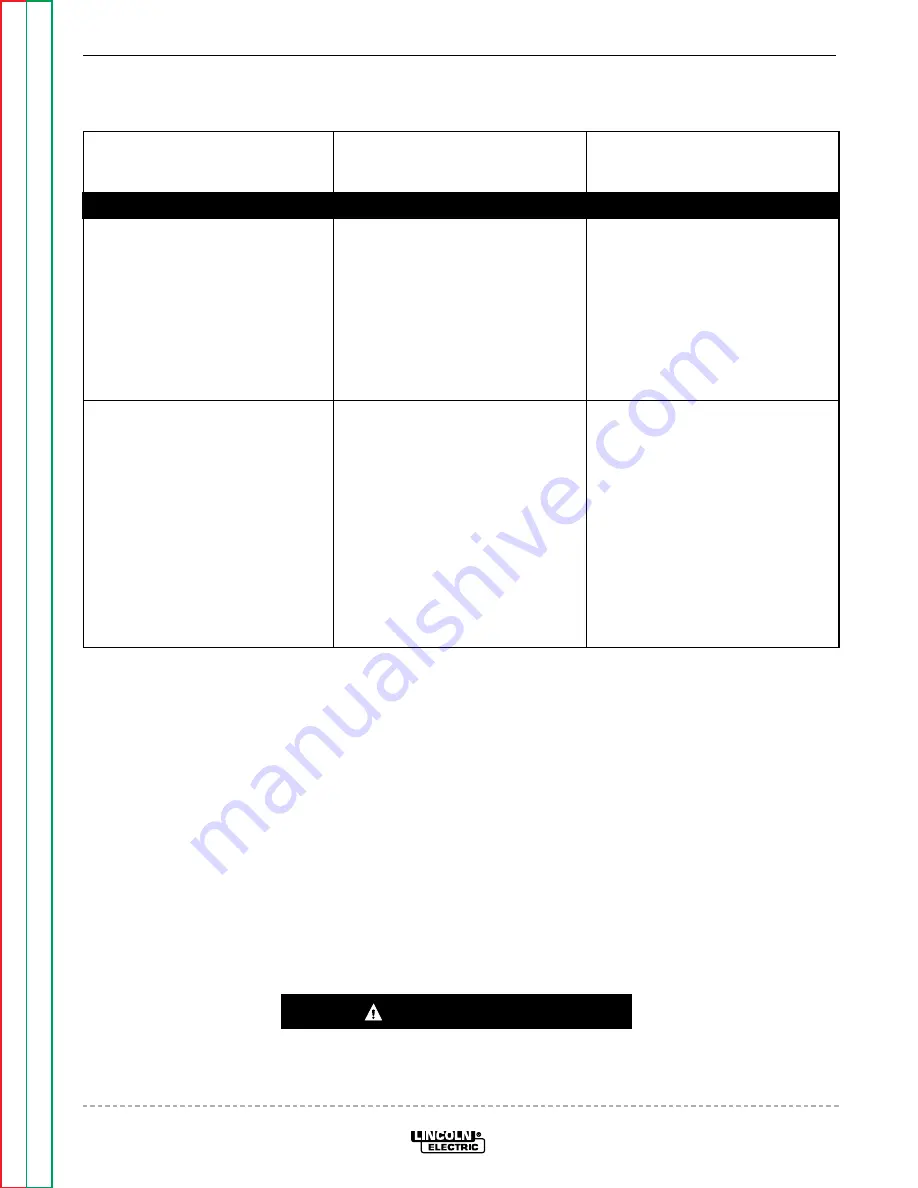
PROBLEMS
(SYMPTOMS)
POSSIBLE AREAS OF
MISADJUSTMENT(S)
RECOMMENDED
COURSE OF ACTION
TIG MODE PROBLEMS
Open circuit voltage is present at
the output terminals even when
the Arc Start switch or Amptrol is
NOT actuated.
1. The Arc Start switch or
Amptrol may be defective.
There should not be any conti-
nuity between pins “D” and “E”
on the Arc Start cable connec-
tor, unless the unit is actuated.
1. Check the trigger circuit.
Perform the Arc Start Trigger
Circuit Test.
2. The control board may be
faulty. Replace.
3. The power board may be
faulty. Replace.
Arc rectification when AC TIG
welding.
1. The tungsten electrode may be
too small for the process.
2. The AC Wave Balance control
may be misadjusted. Adjust
for more penetration.
3. If helium shielding gas is being
used, reduce the percentage of
helium.
1. Check components R6 and C6
in the high voltage transformer
primary circuit. Replace if nec-
essary.
2. Perform the SCR Rectifier
Bridge Tests.
3. The control board may be
faulty. Replace.







































































