






















English
English
5
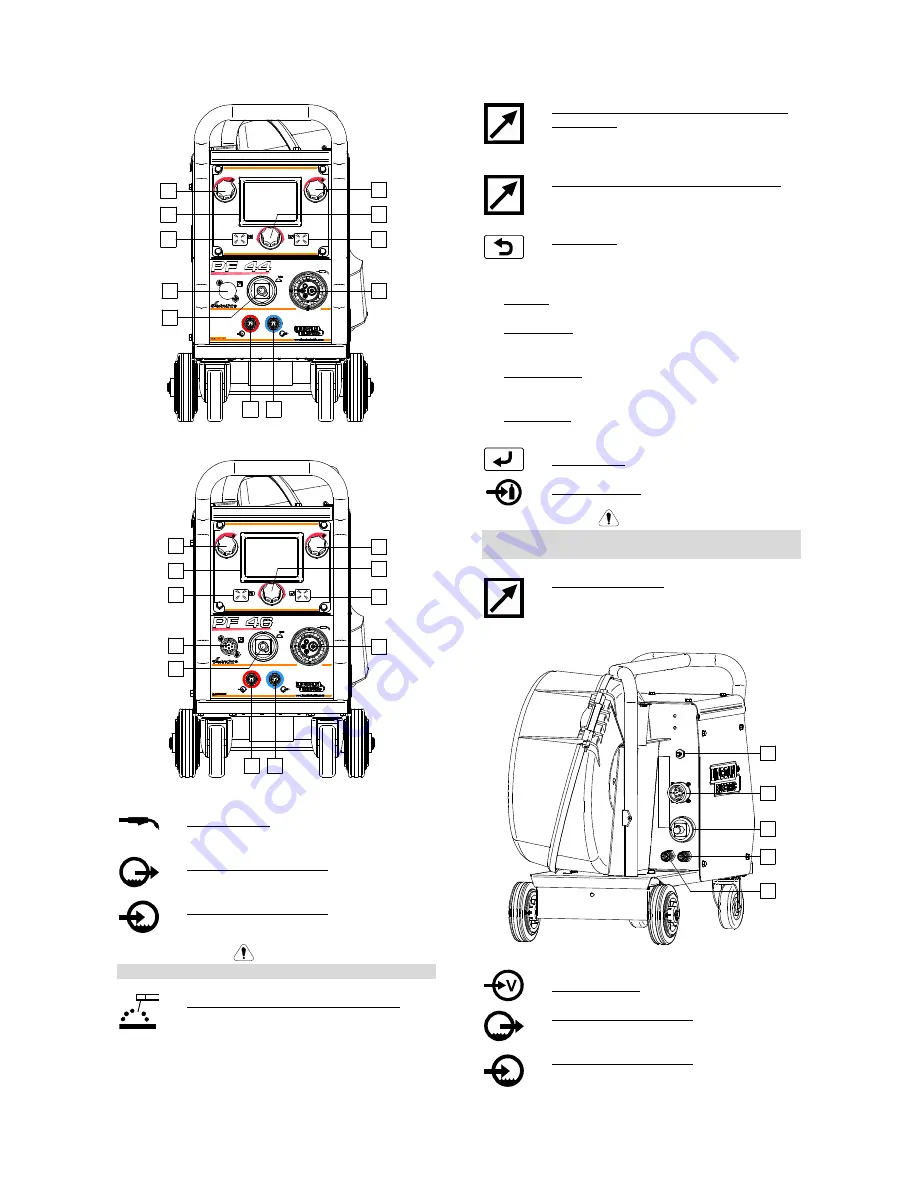
Controls and Operational Features
1
2
3
5
4
7
8
9
12
10
11
Figure 1
1
2
3
6
4
10
7
8
9
12
11
Figure 2.
1. EURO Socket: For connecting a welding
gun (for GMAW / FCAW-SS process).
2. Quick Connect Coupling: Coolant outlet
(supplies cool coolant to the gun).
3. Quick Connect Coupling: Coolant inlet
(takes warm coolant from the gun).
WARNING
Maximum coolant pressure is 5,0 bar.
4. Output Socket for the Welding Circuit: For
connecting an electrode holder with lead.
5. Remote Control Connector Plug (optional,
PF44 only): To install Remote Control Kit. It
can be purchased separately. See
"Accessories" chapter.
6. Remote Control Receptacle (PF46 only): To
connection Remote Control or Cross Switch
Gun.
7. Left Button:
••••
Cancel
••••
Back.
8. Display: Parameters of welding process are shown.
9. Left Control: The value of the parameter in the
upper left side of display [8] is adjusted.
10. Right Control: The value of the parameter in the
upper right side of display [8] is adjusted.
11. Set Control: Type of welding procedure and welding
settings is changed by this Control.
12. Right Button: Confirm change.
13. Gas Connector: Connection for gas line.
WARNING
The welding machine supports all suitable shielding
gases at a maximum pressure of 5,0 bar.
14. Control Receptacle: 5 pins receptacle for
wire feeder connection. To communication
wire feeder with power source is used
ArcLink
®
protocol.
13
14
15
16
17
Figure 3.
15. Current Socket: Input power connection.
16. Quick Connect Coupling: Coolant outlet
(takes warm coolant from welding machines
to cooler).
17. Quick Connect Coupling: Coolant inlet
(supplies cool coolant from cooler to the
welding machines).







































































