


























8695 9007 / F
C-10
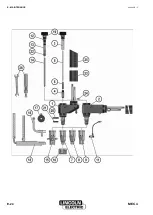
MEC 4
C - USE
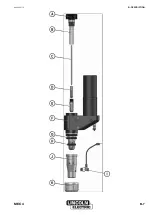
1 - TUNGSTEN ELECTRODE
The
MEC4
torch is supplied with NERTAL 2% lanthanated tungsten torches. The
permissible mean intensity values for each diameter are as follows, with direct polarity
direct current:
Ø 1.6: up to 150A
Ø 2.4: up to 230A
Ø 3.2: up to 320A
Ø 4.0: up to 400A
Ø 4.8: up to 450A
Optimum arc stability will be achieved with intensity close to the stated maximum.
Tungsten is very oxidisable when hot, and so the electrodes must be kept shielded
with neutral gas at all times, including during the cooling period after welding. Any blue
or black colouring shows deficient shielding after welding
2 - SHARPENING OF ELECTRODES
Electrodes are sharpened with a grinding wheel.
The operation should be done with the electrode not being held manually.
Also, make sure that particles are removed along the surface line of the sharpening
taper; that reduces tungsten wear during use.
Sharpening should also be finished with fine grain abrasive, because the
resistance of the electrode during use is improved when the surface of the emissive
part is carefully finished.
Make sure that the grinding wheel is not a multi-purpose one, which could deposit
polluting particles on the electrode.
To eliminate a deformed or polluted tip before sharpening, the electrode should not
be held in a clamp or vice, and should not be struck with a hammer.
That could lead to micro-cracks at the grain joints or simply deform the structure
and lead to cracks at high temperatures, which would shorten the life of the electrode.
To reduce the length of an electrode, a kerf should be made with the wheel.
3 - SHARPENING ANGLE
This angle is not an absolute parameter, but it characterises the electronic
emission surface at the tip. That is why, for consistent welding results, care must be
taken to reproduce the angle consistently. A 40° top angle ought to be satisfactory.
Make sure that the extreme end of the tip, which is vulnerable from the time of striking,
is removed before use (with fine grain abrasive).







































































