


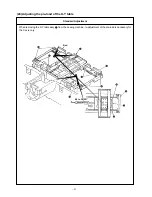





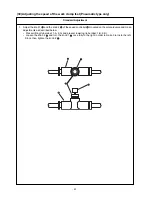











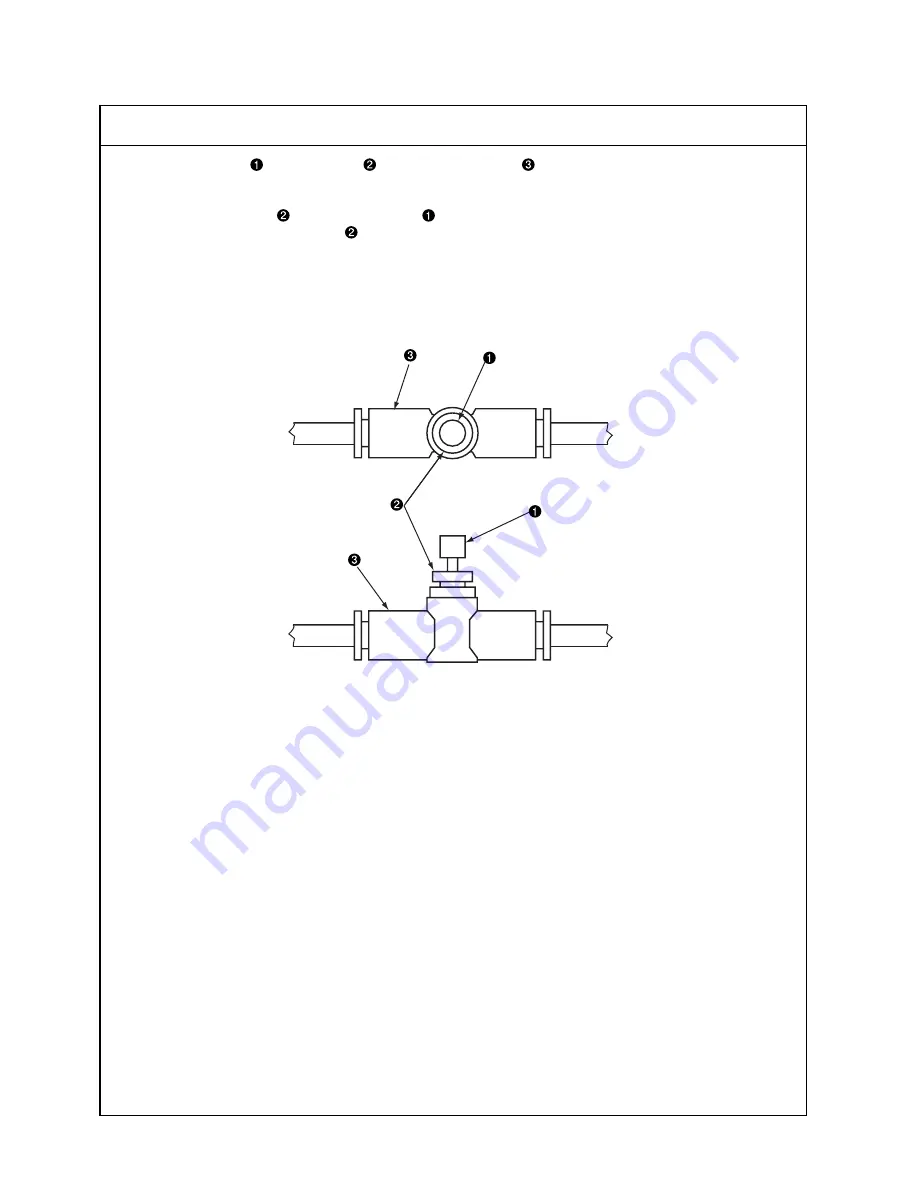
(30) Adjusting the speed of the work clamp feet (Pneumatic type only)
– 49 –
1. Adjust the knob 1
and the knob 2
of the speed controller
mounted on the solenoid valve and make
adjustments as described below.
• Presser lifting (tube label: 1-A, 2-A) and presser lowering (tube label: 1-B, 2-B).
• Loosen the knob 2
and turn the knob 1
once fully to the right in order to make 3 turns to the left.
Since then, tighten the knob 2
.
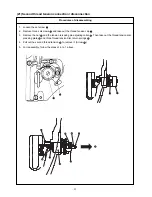
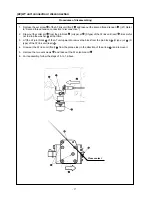
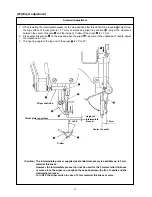
Standard Adjustment







































































