





























16
Beim Kantenschleifen von Schleifgut mit weniger als
20 mm Breite bzw. mehr als 50 mm Höhe besteht
Kippgefahr.
Es
ist
empfehlenswert,
mehrere
Werkstücke zusammenzuklemmen, damit sie auf dem
Vorschubband nicht rutschen oder kippen.
9.7.5
Unregelmäßig geformtes Schleifgut schleifen
Beim Schleifen von unebenem Schleifgut muss die
Erhebung oben und die hohle Seite unten sein.
Dadurch wird das Schleifgut stabilisiert und kann
während des Schleifvorgangs nicht kippen oder
schaukeln. Erst nach dem Entfernen der Erhebungen
das Schleifgut umdrehen und die gegenüberliegende
Seite schleifen. Bei gebogenem , verdrehtem oder
ungleich dickem Schleifgut ist besondere Vorsicht
geboten. Das Schleifgut während der Bearbeitung
sicher führen und abstützen, damit es nicht
verrutscht oder kippt. Lange Werkstücke durch
zusätzliche Rollenständer oder durch Mithilfe einer
weiteren Person abstützen.
9.7.6
Rahmen und Kassettentüren
Ein durchgehender Schleifkontakt ist wichtig. Wird
die Maschine auf eine zu große Schleifttiefe
eingestellt, kann dies zu starken Absenkungen führen.
Absenkungen oder Riefen können vermieden werden,
durch Verringerung der Vorschubgeschwindigkeit
während der Bearbeitung einer Querstrebe (Schleifen
über große Breite). Der Druck auf das Schleifband
wird dadurch reduziert, es kann eine gleichmäßigere
Oberfläche erzielt werden.
Es kann auch hilfreich sein, das Schleifgut beim
Zuführen auf das Vorschubband anzuwinkeln.
9.7.7
Schleifgut Zuführwinkel
Einige Teile müssen auf Grund ihrer Abmessungen
mit einem Winkel von 90° (im rechten Winkel) zur
Trommel zugeführt werden. Jedoch, schon ein kleiner
Schleifgutversatzwinkel führt zu einem effizienteren
Materialabtrag. Der optimale Schleifgutzuführwinkel
beträgt ca. 60°.
Das Anwinkeln des Werkstücks bietet weitere
Vorteile, wie z.B. eine gleichmäßigere Abnutzung der
Schleifbänder durch Klebefugen oder Harzgallen, eine
mögliche höhere Vorschubgeschwindigkeit sowie
eine
niedrigere
Motorbelastung.
Die letzen zwei Schleifdurchgänge erfolgen ohne
Anstellwinkel, in Faserrichtung, dies ergibt das beste
Schleifbild.
10.0
Wartung
Vor Wartungsarbeiten an der
Maschine muss sie von der Stromversorgung getrennt
werden (Stecker abziehen). Bei Nichtbeachtung kann es
zu schwerwiegenden Verletzungen kommen.
10.1
Reinigung und Schmierung
Machen Sie die Reinigung zur regelmäßigen
Werkstattroutine. Staubansammlung führt zum
vorschnellen Zusetzen des Schleifbandes, zum
Rutschen des Schleifguts, im Inneren der Trommel zu
Unwucht und Vibrationen.
Das Vorschubband nach der Reinigung mit einer
Bürste von Staub befreien.
HINWEIS
: Die Trommellager sind dauergeschmiert
und versiegelt. Es ist keine Schmierung erforderlich.
Die Buchsen der Vorschubwalzen gelegentlich
schmieren und auf Verschleiß prüfen.
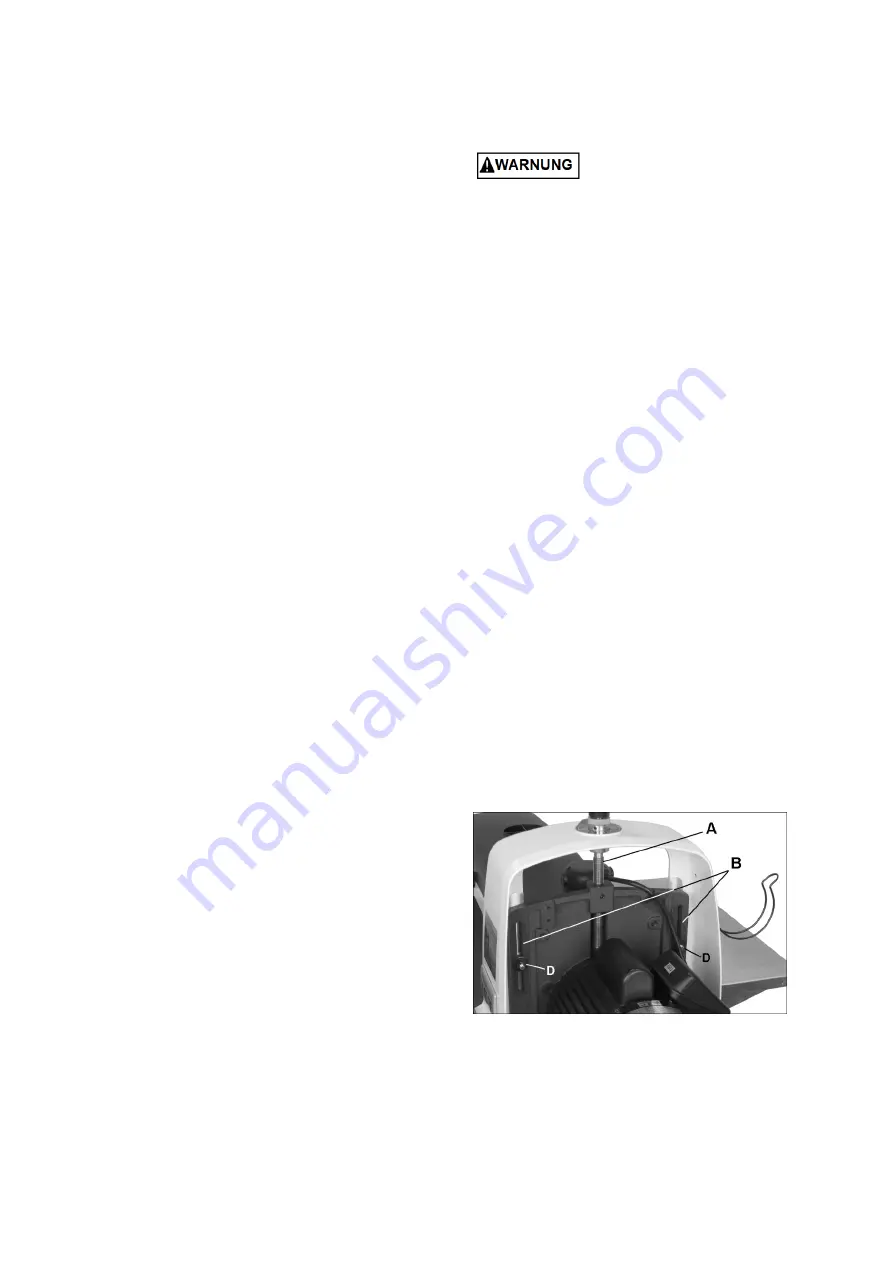
Die Höhenspindel (A, Abb. 10‐1) gelegentlich
schmieren.
Schleifstaub vom Schleifband entfernen, den
Staub vom Vorschubband abbürsten.
Die Gleitbereiche der Motorplatte (B, Abb. 10‐1)
sauber halten.
Alle 150 Betriebsstunden die 5 Schmiernippel (C,
Abb. 10‐2) mit Lagerfett (NLGI # 2, DIN 51818)
schmieren.
Nicht überfetten.
Schleifstaub von den Motoren entfernen.
Staub
aus
dem
Schleiftrommelinneren
herausblasen,
da
dieser
Unwucht
und
Vibrationen verursachen kann (die Absauganlage
laufen lassen während Sie die Trommel
ausblasen).
Die Feststellschrauben der Kupplungen auf
festen Sitz überprüfen.
Abb. 10‐1 Schmierstellen
Содержание JWDS-2244OSC-M
Страница 61: ...21 This page is intentionally blank...
Страница 62: ...22 This page is intentionally blank...
Страница 63: ...TOOL FRANCE SARL 9 Rue des Pyr n es 91090 LISSES France...





















































