



























13
9. When paper is cut, back off set screw slightly.
This assures that blade is not pushing
excessively against wheel shoulder.
10. Once tracking is set, tighten hex nuts (N
1
).
Figure 7-8: blade tension and tracking
7.8
Blade-to-table squareness
Refer to Figure 7-9.
The blade must be perpendicular to table when
running between the bearing guides, to ensure a
straight cut. This setting has been made by the
manufacturer but should be confirmed by the
operator.
1. Disconnect machine from power source.
2. Lower bow to horizontal position.
3. Place a machinist’s square (not provided) on
table and against blade surface. The square
should lie flat against blade without a gap.
4. If a gap exists, slightly loosen socket head bolts
(L, Figure 7-9) behind blade guide arms. Turn
any of four set screws (M) as needed, until gap
is eliminated between square and blade.
5. Retighten bolts (L) securely.
6. After making this adjustment, be sure to
reinspect other blade adjustments as noted in
this manual.
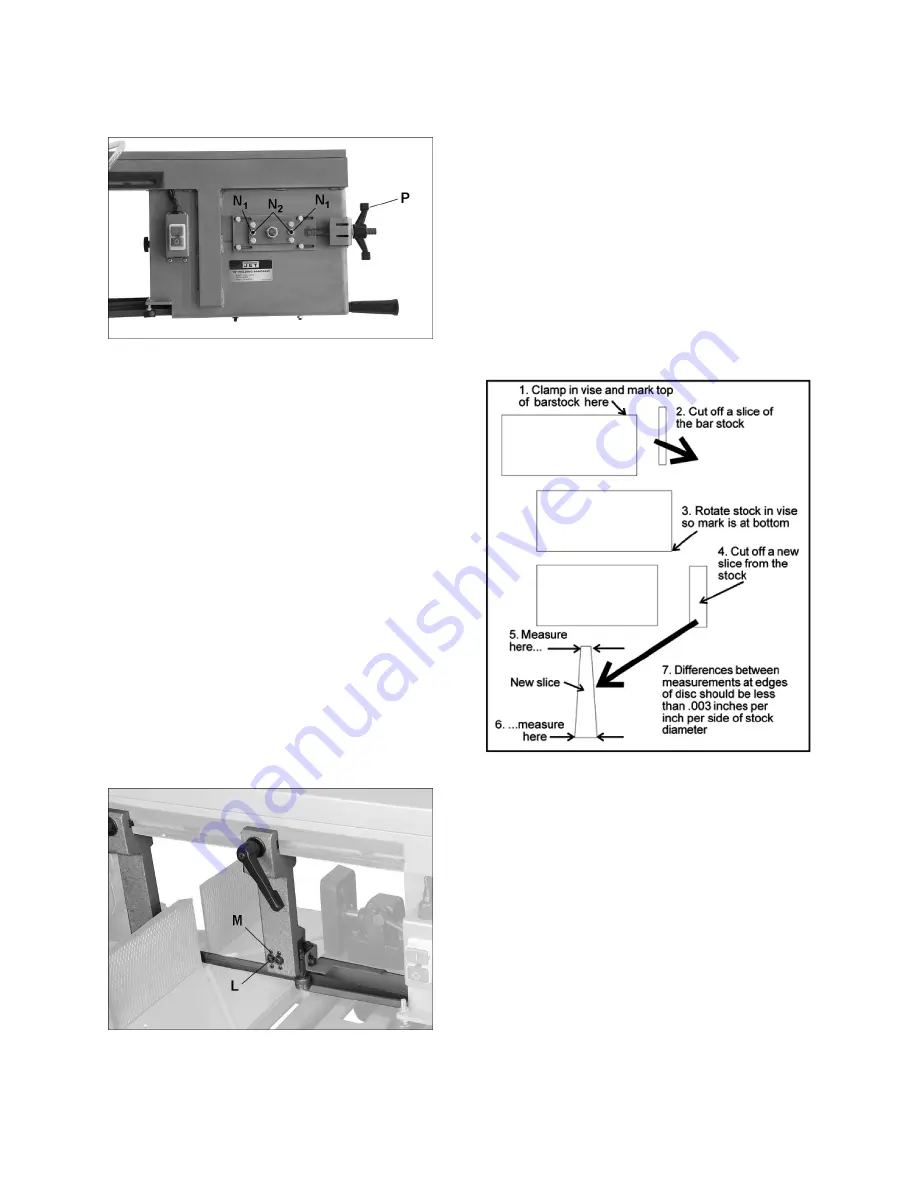
Figure 7-9: squareness adjustment
7.8.1
Test cut to verify adjustment
Test cuts can be used to determine whether or not
the blade is accurately adjusted. Use 2-inch round
bar stock to perform these test cuts, as follows:
1. With bar stock securely clamped in vise, make
a cut through the bar stock. (See Figure 7-10.)
2. Mark the top of bar stock.
3. Move the bar stock about 1/4-inch past the
blade so that you can begin a second cut.
4. Rotate the bar stock 180 degrees so the mark
you made is now at bottom of cut.
5. Make a cut through the bar stock.
6. Use a micrometer to measure the thickness
variation of the disk you have cut from the bar
stock. Measure at top and bottom of disk.
Figure 7-10
The saw blade can be considered correctly adjusted
when the variation measure is no more than 0.012
inch across the face of the disk.
If you do not have a piece of 2-inch bar stock
available for a test cut, use a larger diameter test
piece rather than a smaller one. The maximum
thickness variation on any test piece should be no
more than 0.003 inch, per side, per inch of stock
diameter.
7.9
Setting feed rate
Feed rate of blade into workpiece is important to
band saw performance. Excessive pressure of
blade against workpiece may cause stalling or blade
breakage. In contrast, insufficient pressure rapidly
dulls the blade.
Содержание HVBS-10-DMW
Страница 20: ...20 11 1 1 HVBS 8 DMW Bow Assembly Exploded View Figure 11 1...
Страница 21: ...21 11 1 2 HVBS 8 DMW Table Assembly Exploded View Figure 11 2...
Страница 22: ...22 11 1 3 HVBS 8 DMW Motor and Support Arm Assembly Exploded View Figure 11 3...
Страница 28: ...28 11 2 1 HVBS 10 DMW DMWC Bow Assembly Exploded View Figure 11 6...
Страница 29: ...29 11 2 2 HVBS 10 DMW DMWC Table Assembly Exploded View Figure 11 7...
Страница 30: ...30 11 2 3 HVBS 10 DMW DMWC Motor and Support Arm Assembly Exploded View Figure 11 8...
Страница 31: ...31 11 2 4 HVBS 10 DMW DMWC Vise and Table Assembly Exploded View Figure 11 9...
Страница 32: ...32 11 2 5 HVBS 10 DMW DMWC Base Assembly Exploded View Figure 11 10...
Страница 37: ...37 12 0 Electrical Connections for HVBS DMW Band Saws Figure 12 1...
Страница 39: ...39 This page intentionally left blank...
Страница 40: ...40 427 New Sanford Road LaVergne Tennessee 37086 Phone 800 274 6848 www jettools com...







































































