

















11
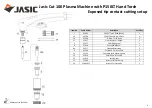
Plasma Machine Torch
-
PM150LT 6m
-
Euro (Pt No C1577)
PM150LT 12m
-
Euro (Pt No C1579)
Current :
50
-
150 Amps
Duty Cycle :
150 Amps at 60%
Gas :
Air
Gas Pressure
-
Cutting :
72
-
87 PSI (5.0
-
6.0 bar)
Gas Flow @ 125A :
466 SCFH (220 lpm)
Post Flow Time :
45 Seconds
Pilot Arc Current :
15
-
22 Amps
Pilot Arc Ignition :
HF
Please Note: Configuration above only to be used on the Jasic Cut 100
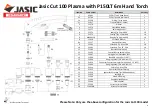
Wilkinson Star Technical
Item No
Part Number
Description
Pack Qty
1b
C1398
Torch Head
‘
O
’
Ring
1
1c
C1017
Front Insulator
1
2
C1354
Torch Head
1
2a
C3055623
Machine Torch Handle
1
3
C1378
Air Diffuser
1
4
C1376
Electrode Hafnium
5
5
C1377
Swirl Ring (Vespel)
1
6
C1371
Cutting Tip (1.1mm) 60A
10
6
C1372
Cutting Tip (1.35mm) 90A
10
12
C1393
Contact Retaining Cap
1
12
C1006
Contact Retaining Cap (Long Life)
1
18
C1012
Spacer
-
Machine
1
22
C1016
Locking Nut
1
23
C3045012
Wrench for Electrode
1
24
C1509
Extractor for Swirl Ring
1







































































