


















36
1.2
7
1
270-180
29-31
38-43
N
1.4
1
340-360
31-33
48-53
N
1.6
1
370-390
33-35
60-70
N
1.4
9
1
260-280
27-26
22-26
Y
12
1
320-340
30-32
38-42
N
2
320-340
30-32
40-44
N
3
320-340
29-31
48-52
N
1.2
9
1
260-280
22-29
23-27
N
12
1
290-310
30-32
33-37
N
Titanium
calsium
1.2
2
290-310
30-32
27-31
Y
4
-
210-230
26-28
68-72
-
6
-
260-280
28-30
48-52
-
8
-
290-310
29-31
33-37
-
1.4
4
-
250-270
27-29
68-72
-
6
-
310-330
30-32
48-52
-
8
-
340-360
32-34
33-37
-
Vertica
l angle
weldin
g
1.2
4
-
170-190
21-23
48-52
-
6
-
190-210
22-24
48-52
-
8
-
210-230
22-24
43-47
-
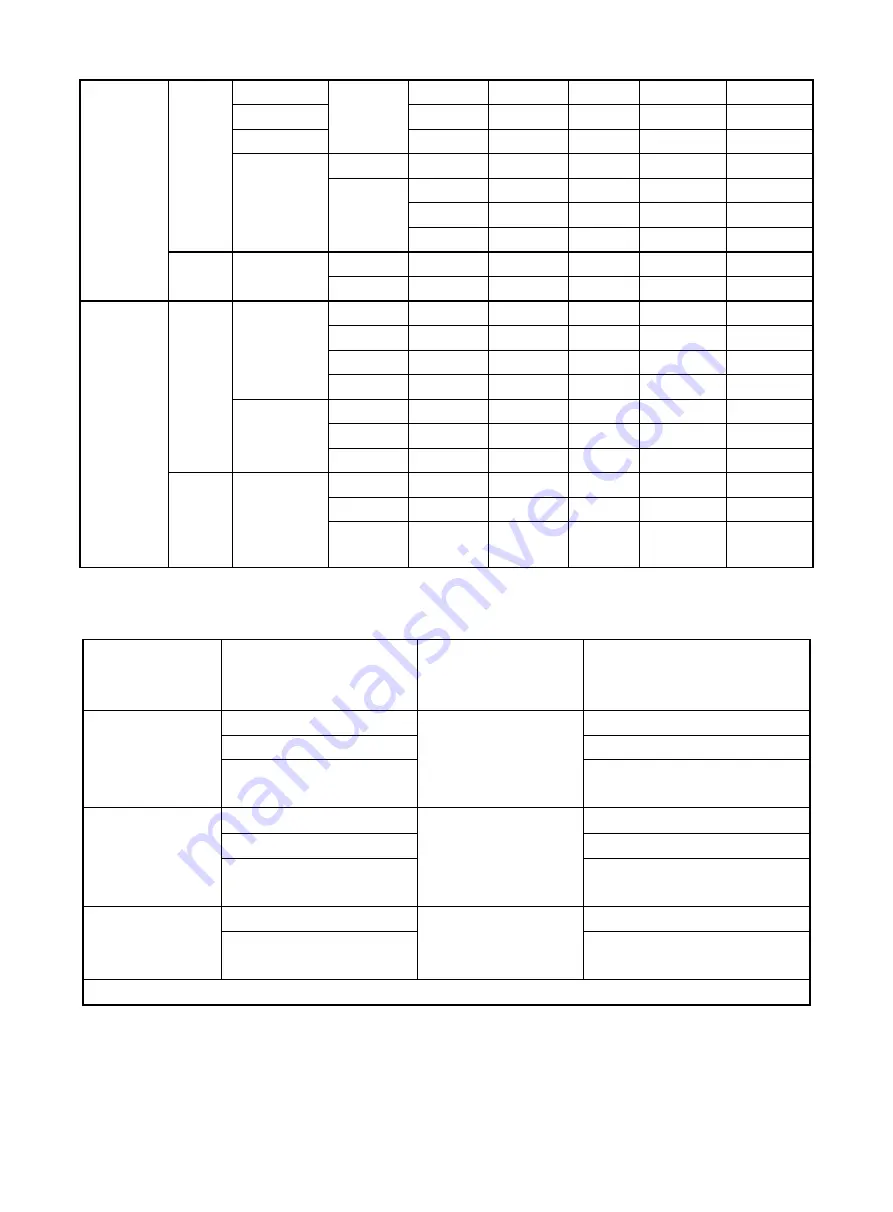
If welding conditions are not suitable, problems in table 6-8 will happen.
Table 6-8 Common MIG failure table
Inappropriate
welding
conditions
effects
Inappropriate welding
conditions
effects
Long wire
extension
Arc is long
Arc voltage is too high
Arc is too long
Weld bead is wide
Weld bead is wide
Gas shielding effects will be
poor
Bigger penetration and excess weld
metal
Short wire
extension
Arc is short
Arc voltage is too low
Sticking, spatter
spatter
Weld bead is narrow
Smaller penetration and excess weld
metal
Welding current is
too big
Weld bead is wide
Welding speed is too
high
Weld bead is narrow
Bigger penetration and excess
weld metal
Smaller penetration and excess weld
metal
Wire extension
:
the distance between torch contact tip and workpiece.
Содержание MIG 350P
Страница 13: ...11 4 6 2 Separated machine installation Figure 4 3 ...
Страница 19: ...17 3 Operation modes Table 5 2 DC MIG operation modes Modes Sketch map 2T 4T ...
Страница 20: ...18 Repeat Spot weldin g 5 2 3 Pulse MIG 1 Synergic and Separate ...
Страница 22: ...20 2T with initial crater 4T ...
Страница 23: ...21 4T with initial segmen t Special 4T pro gram 4T ...
Страница 40: ...38 7 Wiring Diagram ...
Страница 42: ...40 ...







































































