





























Fundamentals, file management
3.1
Fundamentals
3
116
HEIDENHAIN | TNC 620 | ISO Programming User's Manual | 9/2016
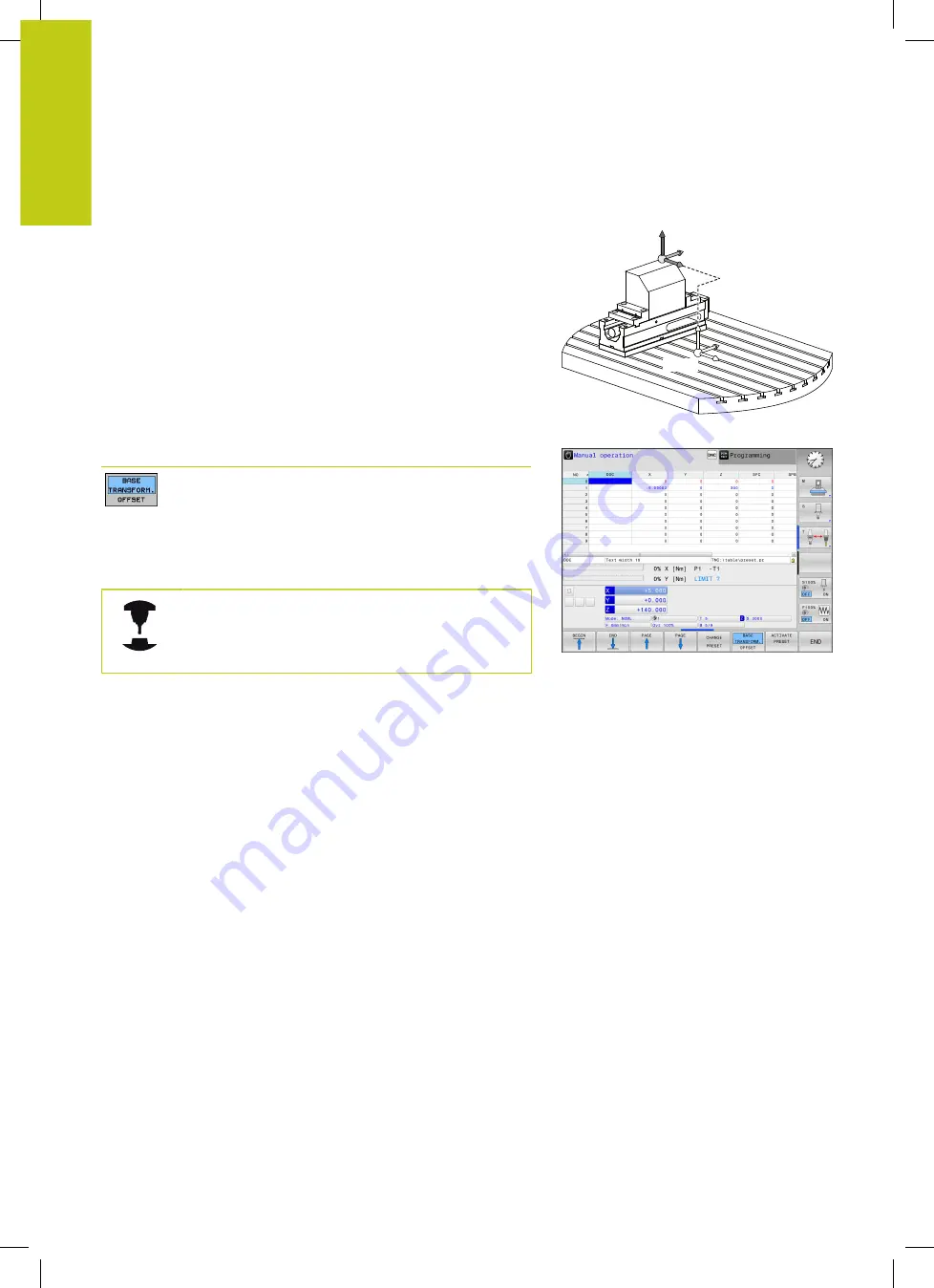
Basic coordinate system B-CS
The basic coordinate system is a 3-D Cartesian coordinate system.
Its coordinate origin is the end of the kinematics model.
The orientation of the basic coordinate system in most cases
corresponds to that of the machine coordinate system. There may
be exceptions to this if a machine manufacturer uses additional
kinematic transformations.
The kinematic model and thus the position of the coordinate
origin for the basic coordinate system is defined by the machine
manufacturer in the machine configuration. The user cannot modify
the machine configuration values.
The basic coordinate system serves to determine the position and
orientation of the workpiece coordinate system.
W-CS
B-CS
Soft key
Application
The user determines the position and orientation
of the workpiece coordinate system by using a 3-
D touch probe for example. The control saves the
values determined related to the basic coordinate
system as
BASE TRANSFORM.
values in the preset
table.
The machine manufacturer configures the
BASE
TRANSFORM.
columns of the preset table in
accordance with the machine.
Содержание TNC 620 Programming Station
Страница 1: ...TNC 620 User s Manual ISO programming NC Software 817600 04 817601 04 817605 04 English en 9 2016 ...
Страница 4: ......
Страница 5: ...Fundamentals ...
Страница 28: ...Contents 28 HEIDENHAIN TNC 620 ISO Programming User s Manual 9 2016 ...
Страница 57: ...1 First Steps with the TNC 620 ...
Страница 77: ...2 Introduction ...
Страница 110: ......
Страница 111: ...3 Fundamentals file management ...
Страница 166: ......
Страница 167: ...4 Programming aids ...
Страница 194: ......
Страница 195: ...5 Tools ...
Страница 234: ......
Страница 235: ...6 Programming contours ...
Страница 284: ......
Страница 285: ...7 Data transfer from CAD files ...
Страница 304: ......
Страница 305: ...8 Subprograms and program section repeats ...
Страница 323: ...9 Programming Q parameters ...
Страница 384: ......
Страница 385: ...10 Miscellaneous functions ...
Страница 407: ...11 Special functions ...
Страница 433: ...12 Multiple axis machining ...
Страница 475: ...13 Pallet management ...
Страница 480: ......
Страница 481: ...14 Manual Operation and Setup ...
Страница 549: ...15 Positioning with Manual Data Input ...
Страница 554: ......
Страница 555: ...16 Test Run and Program Run ...
Страница 590: ......
Страница 591: ...17 MOD Functions ...
Страница 622: ......
Страница 623: ...18 Tables and Overviews ...







































































