























Programming
31
G96 S500 M03 ;
G00 X2.1 Z0.1 M08 ;
Z-1.125 (1" PART LENGTH PLUS THE TOOL WIDTH) ;
G01 X-0.05 F0.005 ;
G00 X2.1 ;
G53 X0 ;
G53 Z0 ;
G105 (BAR FEED) ;
/M99 ;
M30 ;
%
5.1.3
Example 3 - Double Push
This example demonstrates a double push on the workpiece. The program contains (2)
G105
commands. The first
G105
uses the variables values set on the Bar Feeder current
commands page. The second
G105
uses
J
and
K
values to override the variable values.
This is the preferred programming method when, for example, you need the rigidity of a
short bar for part of your operation, and then to machine the rest of the longer finished part.
The material is 2" (51 mm) diameter solid stock and the finished part is 4" (100 mm) long.
The cutoff tool is 0.125" wide. The spindle/tool clearance is 0.875". The amount of stock to
remove from the face is 0.025".
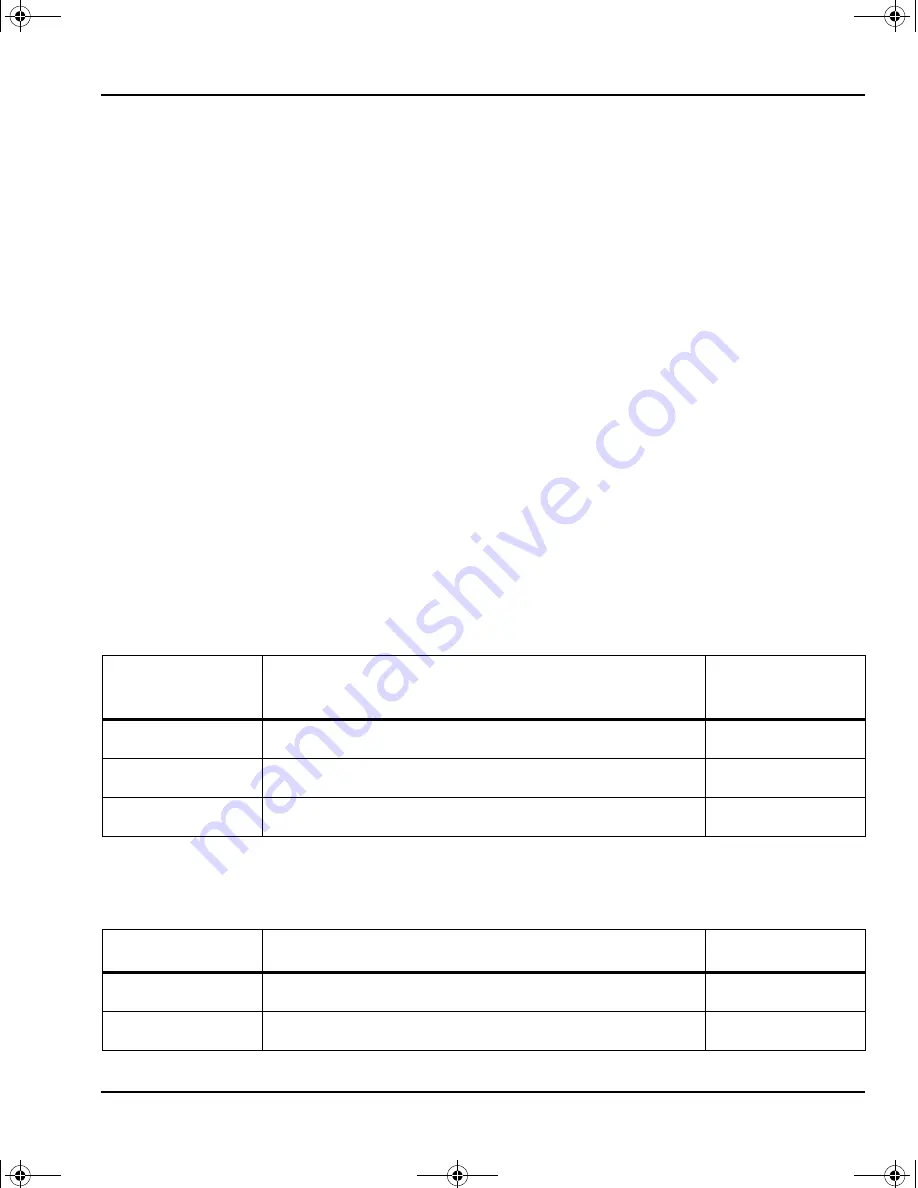
The program uses these Bar Feeder variable values. These values apply to the first
G105
command, given without address codes:
In the second
G105
command, the program uses these address codes to override the
values given in the bar feeder variables:
Variable
Number
Description
Value
#3100
Part Cutoff All Facing Allowance
1.150
#3101
Initial Push Length
2.025
#3102
Minimum Clamping Length
4.0
Address Code
Description
Value
J
Part Cutoff All Facing Allowance
3.0
K
Minimum Clamping Length
1.0
96-8913A.book Page 31 Monday, May 18, 2015 7:55 AM
Содержание Bar Feeder
Страница 2: ...96 8913A book Page ii Monday May 18 2015 7 55 AM ...
Страница 4: ...ii 96 8913A book Page ii Monday May 18 2015 7 55 AM ...
Страница 10: ...viii 96 8913A book Page viii Monday May 18 2015 7 55 AM ...
Страница 36: ...More Information Online 20 96 8913A book Page 20 Monday May 18 2015 7 55 AM ...
Страница 42: ...More Information Online 26 96 8913A book Page 26 Monday May 18 2015 7 55 AM ...
Страница 56: ...40 96 8913A book Page 40 Monday May 18 2015 7 55 AM ...







































































