



























EN
27
User manual
WF 35
Translation of the original
instructions
When using red or blue sheathing (for aluminium welding), it is recommended to use the accessory 90950 (I-C). This
stainless steel sheath guide improves the centering of the sheath and facilitates the flow of the wire.
Video
SEMI-AUTOMATIC WELDING IN CUSI AND CUAL (BRAZING MODE)
The unit can weld Ø 0.8 and 1.0 mm CuSi and CuAl wire.
In the same way as with steel, a capillary tube must be set up and a torch with a steel sheath must be used. For brazing, pure argon (Ar) should be
used.
SEMI-AUTOMATIC WELDING WITH CORED WIRE
The unit can weld flux-cored wire from Ø 0.9 to 1.6mm. The original rollers must be replaced by specific cored wire rollers (available as an optional
extra). Welding flux-cored wire with a standard nozzle can lead to overheating and damage to the torch. Remove the original nozzle from your MIG-
MAG torch.
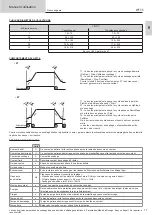
RECOMMENDED COMBINATIONS
(mm)
Current (A)
Ø Wire (mm)
Ø Nozzle (mm)
Flow (L/min)
MIG
0.8-2
20-100
0.8
12
10-12
2-4
100-200
1.0
12-15
12-15
4-8
200-300
1.0/1.2
15-16
15-18
8-15
300-500
1.2/1.6
16
18-25
MAG
0.6-1.5
15-80
0.6
12
8-10
1.5-3
80-150
0.8
12-15
10-12
3-8
150-300
1.0/1.2
15-16
12-15
8-20
300-500
1.2/1.6
16
15-18
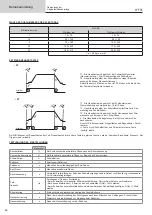
MIG / MAG (GMAW/FCAW) WELDING MODE
Welding processes
Settings
Settings
Manual
Synergies (pre-installed
user settings)
Torque
material/gas
- FeAr 15% CO2
- ...
-
Choice of the material to be welded.
Synergic welding parameters
Wire diameter
Ø 0.6 > Ø 1.6mm
-
Choice of wire diameter
Using the trigger
2T, 4T
Choice of trigger welding management mode
Spot mode
Spot, Spot-Delay
Selecting the spot mode
First Setting
Thickness
Start-up
Speed
-
Choosing the main setting to be displayed (thickness of the workpiece,
average welding current or wire speed).
Access to some of the welding parameters depends on the selected display mode: Settings/Display mode: Easy or Expert. Refer to the HMI ma
-
nual.
WELDING PROCESSES
For more information on GYS pre-installed user settings and welding processes, scan the QR code:
SPOT WELDING MODE
• Spot
This welding mode allows the pre-assembly of parts before welding. Spot welding can be done manually using the trigger or timed with a predefined
spot welding period. Spot welding allows for better reproduction and non-oxidised weld points.





















































