




























20
Manuel d’utilisation
WF 35
Notice originale
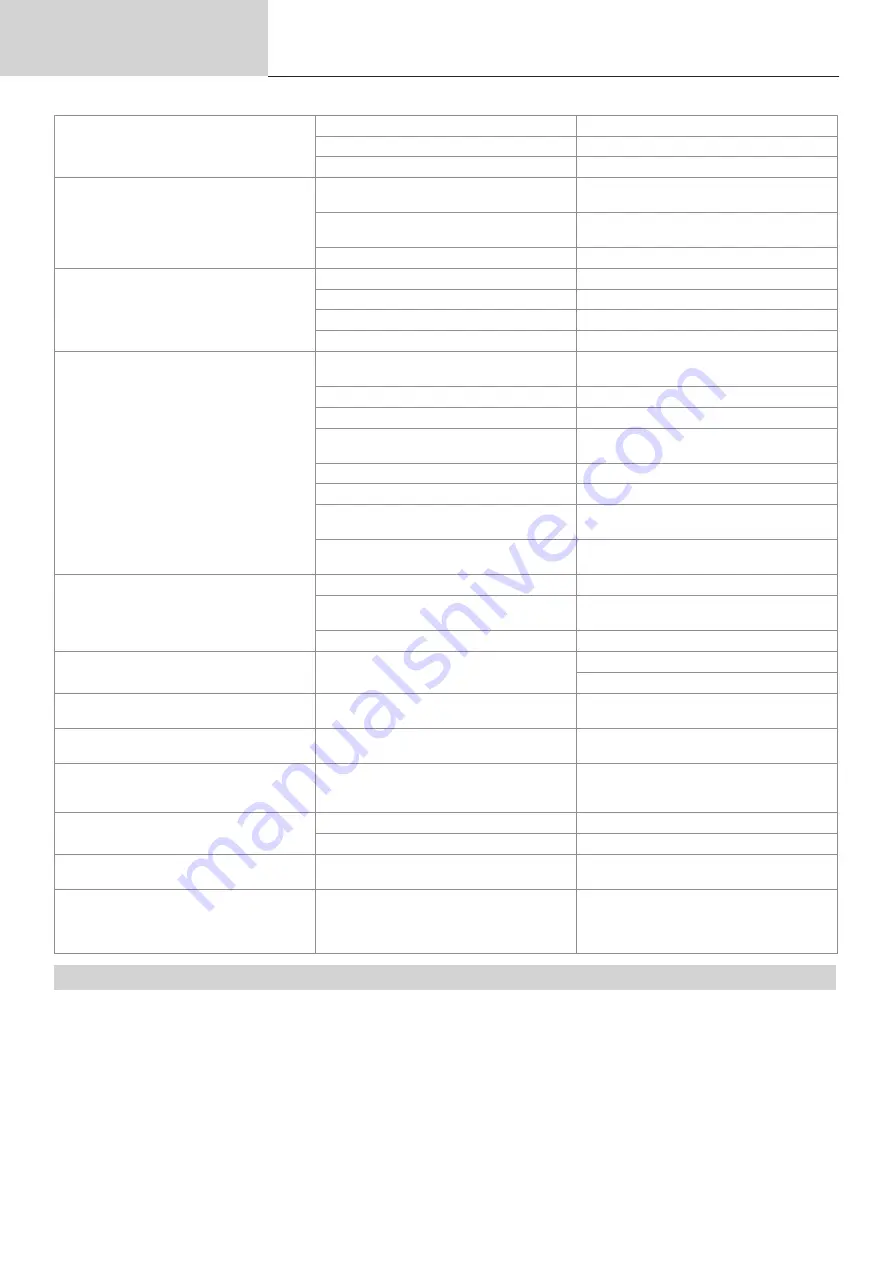
Mauvais dévidage du fil.
Gaine guide-fil sale ou endommagée.
Nettoyer ou remplacer.
Clavette de l’axe des galets manquante
Repositionner la clavette dans son logement
Frein de la bobine trop serré.
Desserrer le frein.
Pas de courant ou mauvais courant de sou
-
dage.
Mauvais branchement de la prise secteur.
Voir le branchement de la prise et regarder si
la prise est bien alimentée.
Mauvaise connexion de masse.
Contrôler le câble de masse (connexion et état
de la pince).
Pas de puissance.
Contrôler la gâchette de la torche.
Le fil bouchonne après les galets
Gaine guide-fil écrasée.
Vérifier la gaine et corps de torche.
Blocage du fil dans la torche.
Remplacer ou nettoyer.
Pas de tube capillaire.
Vérifier la présence du tube capillaire.
Vitesse du fil trop importante.
Réduire la vitesse de fil
Le cordon de soudage est poreux.
Le débit de gaz est insuffisant.
Plage de réglage de 15 à 20 L / min.
Nettoyer le métal de base.
Bouteille de gaz vide.
La remplacer.
Qualité du gaz non satisfaisante.
Le remplacer.
Circulation d’air ou influence du vent.
Empêcher les courants d’air, protéger la zone
de soudage.
Buse gaz trop encrassée.
Nettoyer la buse gaz ou la remplacer.
Mauvaise qualité du fil.
Utiliser un fil adapté au soudage MIG-MAG.
État de la surface à souder de mauvaise quali
-
té (rouille, etc.)
Nettoyer la pièce avant de souder
Le gaz n’est pas connecté
Vérifier que le gaz est connecté à l’entrée du
générateur.
Particules d’étincelage très importantes.
Tension d’arc trop basse ou trop haute.
Voir paramètres de soudage.
Mauvaise prise de masse.
Contrôler et positionner la pince de masse au
plus proche de la zone à souder.
Gaz de protection insuffisant.
Ajuster le débit de gaz.
Pas de gaz en sortie de torche
Mauvaise connexion du gaz
Vérifier le branchement des entrées de gaz
Vérifier que l’électrovanne fonctionne
Erreur lors du téléchargement
Les données sur la clé USB sont erronées ou
corrompues.
Vérifier vos données.
Problème de sauvegarde
Vous avez dépassé le nombre maximum de
sauvegardes.
Vous devez supprimer des programmes.
Le nombre de sauvegardes est limité à 200.
Suppression automatique des JOBS.
Certains de vos jobs ont été supprimés, car
ils n’étaient plus valides avec les nouvelles
synergies.
-
Problème clé USB
Aucun JOB n’est détecté sur la clé USB
-
Plus de place mémoire dans le produit
Libérer de l’espace sur la clé USB.
Problème de fichier
Le Fichier «...» ne correspond pas aux syner
-
gies téléchargées dans le produit
Le fichier a été créé avec des synergies qui ne
sont pas présentes sur la machine.
Problème de mise à jour
La clé USB ne semble pas reconnue. Le visuel
de l’étape n°5 de la procédure de mise à jour
ne s’affiche pas sur l’écran.
1- Insérer la clé USB dans son logement.
2- Mettre le générateur sous tension.
3- Faire un appui long sur la molette de l’IHM
pour forcer la mise à jour.
CONDITIONS DE GARANTIE
La garantie couvre tous défauts ou vices de fabrication pendant 2 ans, à compter de la date d’achat (pièces et main-d’œuvre).
La garantie ne couvre pas :
• Toutes autres avaries dues au transport.
• L’usure normale des pièces (Ex. : câbles, pinces, etc.).
• Les incidents dus à un mauvais usage (erreur d’alimentation, chute, démontage).
• Les pannes liées à l’environnement (pollution, rouille, poussière).
En cas de panne, retourner l’appareil à votre distributeur, en y joignant :
- un justificatif d’achat daté (ticket de sortie de caisse, facture…)
- une note explicative de la panne.





















































