
























-24-
Model G0815 (Mfd. Since 09/18)
Pitch & Glue Build-up
Problem: Glue and resin buildup on the rollers
and cutterhead will cause overheating by decreas-
ing cutting sharpness while increasing drag in the
feed mechanism. The result can include scorched
lumber, uneven knife marks, and chatter.
Solution: Clean the rollers and cutterhead.
Chip Marks or Indentations
Problem: Chip indentation or chip bruising is the
result of wood chips not being thrown away from
the cutterhead and out of the machine. Instead
they are carried around the cutterhead, deposited
on the planed surface and crushed by the outfeed
roller. Some of the causes of chip indentation are:
•
Wood chips/sawdust not being properly
expelled from the cutterhead.
•
The type of lumber being planed. Certain
species have a tendency to chip bruise.
•
A high moisture content (over 20%) or sur-
face moisture (refer to
Page 22).
•
Dull knives.
•
Excessive depth of cut.
Solution:
•
Use a proper dust collection system; adjust
chip deflector in or out as necessary.
•
Lumber must be completely dry, preferably
kiln-dried (KD). Air-dried (AD) lumber must
be seasoned properly and have no surface
moisture. DO NOT surface partially-air-dried
(PAD) lumber.
•
Make sure planer knives are sharp.
•
Reduce depth of cut.
Rippled Cut
Problem: Regularly spaced indentations across
face of workpiece are caused by excessive
outfeed roller pressure or excessive feed rate.
Solution: Reduce outfeed roller pressure; reduce
feed rate.
Depth of Cut
Table Movement per Handwheel Revolution
One Full Revolution ..................................... 4mm
The depth of cut on a planer means the amount
of material that is removed from the top of the
workpiece as it passes underneath the cutterhead.
The depth of cut is set by adjusting the distance
of the cutterhead above the table. This distance
is the thickness of the workpiece minus the depth
of cut. The planing depth of cut is controlled by
using the headstock height handwheel on the
right side of the machine. Rotating the handwheel
clockwise raises the headstock.
Although the correct depth of cut varies accord-
ing to wood hardness and workpiece width, we
recommend the maximum depth of cut (per pass)
be no more than
1
⁄
16
". A series of light cuts will
give better end results and put less stress on the
planer than trying to take off too much material in
a single pass.
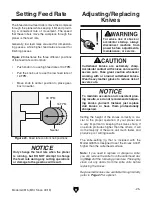
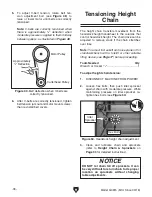
The depth of cut can be referenced directly from
the inch scale on the front of the planer, as shown
in
Figure 19. The range of material thickness that
can be planed is
1
⁄
4
"–6
3
⁄
8
".
Note: The scale functions as a general guide only,
and is not intended for precision results.
Figure 19. Depth-of-cut indicator and scale.
Depth-of-Cut
Scale
Headstock
Height
Handwheel
Содержание G0815
Страница 56: ......