













Содержание G0516
Страница 41: ...G0516 Lathe Mill 39 Maintenance Performed Approximate Hours Of Use Maintenance Log Date ...
Страница 46: ... 44 G0516 Lathe Mill Service Performed Approximate Hours Of Use Service Log Date ...
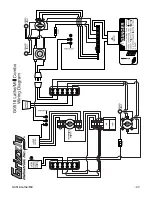
Страница 49: ...G0516 Lathe Mill 47 ...
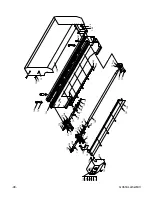
Страница 71: ......