




















|
25
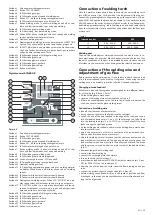
Setting PRE-GAS
Press button SET until you switch on LED marked in the picture.
Use the potentiometer to set up required value of pre-gas time within sec.
Adjustment of wire burning out
Press button SET until you switch on LED marked in the picture.
Use the potentiometer to set up required value of wire burning out within
sec.
Setting of POST-GAS
Press button SET until you switch on LED marked in the picture.
Use the potentiometer to set up required value of post-gas time 0-5 sec.
Adjustment of the start of wire speed
- the function SOFT-START
Function SOFT-START secures an error-free start of the welding process.
SOFT-START enables adjustment of the following parameters:
• the start time of welding wire speed from minimum speed up to adjusted
welding speed
• approaching wire speed before welding arc ignition
Both the functions work in a different way. For a softer start approaching
wire speed is recommended - the second option.
Adjustment - the start time of welding wire speed
Press the button SET until the LED is on, marked in the picture.
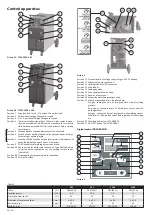
PROCESSOR
SYNERGIC
Adjust the required value of the start time of the wire speed shift with a
potentiometer within the range of 0-5 sec.
Adjustment of the approaching wire speed shift
ATTENTION!
Before adjusting the approaching speed of the wire, switch off
the start time of the wire speed shift - set the value „0“.
Adjustment of the approaching speed - „the wire outlet“ is possible only
when the function of the start time of wire speed is switched off - it means
you have to set the value „0“ according to the description in the previous
chapter.
Press the button SET until the LED is on, marked in the picture.
SYNERGIC
Adjust the required value of the approaching speed of the wire shift with a
potentiometer within the range of 0,5 - 20 m/min.
NOTE 1:
Adjusted values will be stored automatically in memory after pre
-
ssing torch button for a period of about 1 sec.
NOTE 2:
Set values can’t be changed during welding, except speed of wire
shift.
Function factory configuration
Function factory configuration is used for initial setting of all parameters for
controlling electronics. After you have used this function, all values will be
adjusted automatically on values pre-set by producer like with a new machi
-
nes. In other words, you restart controlling electronics.
Switch the main switch off. Press and hold button SET.
OFF
ON
Switch the main switch on. Release button SET. Display shows values of ini
-
tial adjustment.
Adjustment of welding mode
Controlling electronics of machines PROCESSOR and SYNERGIC enables wel
-
ding in the following modes:
• Smooth two-stroke and four-stroke mode
• Spotting and pulse in two-stroke
• Spotting and pulse in four-stroke
EN
Содержание 305
Страница 22: ... 67 ...