

















64/69
Gala Gar, S.L. c/ Jaime Ferrán, 19 (Políg. Cogullada) | Tel.: (+34) 976 47 34 10 - 50014 ZARAGOZA |
SMART MIG 350 MPV1
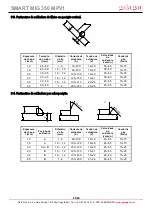
9. MIG WELDING PARAMETERS TABELA (apenas para referência).
A corrente e a tensão de soldadura influenciam directamente a estabilidade, a qualidade e a produtividade da
soldadura. A fim de obter um bom desempenho de soldadura, a corrente e a tensão de soldadura devem ser
ajustadas de forma óptima em geral de acordo com o diâmetro do eléctrodo, o modo de transferência de metal e a
necessidade de produção.
Ajustar a corrente e a tensão de soldadura de acordo com as tabelas abaixo
.
9.1. Parâmetros para soldadura topo a topo do tipo I
Espessura
da chapa
t (mm)
Separação
g (mm)
Diâmetro
do fio
(mm)
Corrente de
soldadura
(A)
Tensão de
soldadura
(V)
Velocidade
de
soldadura
(cm/min)
Caudal de
gás
(l/min)
Capa
1,2
0
1,0
70~80
17~18
45~55
10
1
1,6
0
1,0
80~100
18~19
45~55
10~15
1
2,0
0~0,5
1,0
100~110
19~20
40~55
10~15
1
2,3
0,5~1,0
1,0 ou 1,2
110~130
19~20
50~55
10~15
1
3,2
1,0~1,2
1,0 ou 1,2
130~150
19~21
40~50
10~15
1
4,5
1,2~1,5
1,2
150~170
21~23
40~50
10~15
1
9.2. Parâmetros para soldadura de filete horizontal no ápice.
E
spessura
da chapa
t (mm)
Tamanho
do cordão
I (mm)
Diâmetro
do fio
(mm)
Corrente de
soldadura
(A)
Tensão de
soldadura
(V)
Velocidade
de
soldadura
(cm/min)
Caudal de
gás
(l/min)
1,2
2,5~3,0
1,0
70~100
18~19
50~60
10~15
1,6
2,5~3,0
1,0 ~ 1,2
90~120
18~20
50~60
10~15
2,0
3,0~3,5
1,0 ~ 1,2
100~130
19~20
50~60
10~20
2,3
2,5~3,0
1,0 ~ 1,2
120~140
19~21
50~60
10~20
3,2
3,0~4,0
1,0 ~ 1,2
130~170
19~21
45~55
10~20
4,5
4,0~4,5
1,2
190~230
22~24
45~55
10~20







































































