


















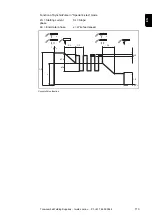









Dynamic correction
for influencing the short-circuiting dynamic at the instant of droplet transfer
0
harder, more stable arc
10
soft, low-spatter arc
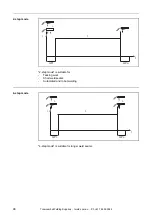
Gas pre-flow time
Gas post-flow time
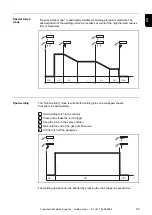
Feeder creep speed
The settings for the background parameters gas pre-flow time, gas post-flow time and
feeder creep speed are described in the Setup menu.
Adjusting para-
meters for cor-
rection
1
Press the Parameter selection button to select the parameter you wish to correct
2
Use the adjusting dial to set the selected parameter to the desired value. The para-
meter value is displayed in the digital display located above it.
106
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
Содержание CMT 4000 Advanced
Страница 2: ...Toowoomba Welding Supplies tweld com au Ph 61 7 4659 0044...
Страница 20: ...20 Toowoomba Welding Supplies tweld com au Ph 61 7 4659 0044...
Страница 21: ...General information 21 Toowoomba Welding Supplies tweld com au Ph 61 7 4659 0044...
Страница 22: ...22 Toowoomba Welding Supplies tweld com au Ph 61 7 4659 0044...
Страница 30: ...30 Toowoomba Welding Supplies tweld com au Ph 61 7 4659 0044...
Страница 31: ...Control elements and connections 31 Toowoomba Welding Supplies tweld com au Ph 61 7 4659 0044...
Страница 32: ...32 Toowoomba Welding Supplies tweld com au Ph 61 7 4659 0044...
Страница 71: ...Installation and commissioning 71 Toowoomba Welding Supplies tweld com au Ph 61 7 4659 0044...
Страница 72: ...72 Toowoomba Welding Supplies tweld com au Ph 61 7 4659 0044...
Страница 95: ...Welding 95 Toowoomba Welding Supplies tweld com au Ph 61 7 4659 0044...
Страница 96: ...96 Toowoomba Welding Supplies tweld com au Ph 61 7 4659 0044...
Страница 131: ...Setup settings 131 Toowoomba Welding Supplies tweld com au Ph 61 7 4659 0044...
Страница 132: ...132 Toowoomba Welding Supplies tweld com au Ph 61 7 4659 0044...
Страница 173: ...Troubleshooting and maintenance 173 Toowoomba Welding Supplies tweld com au Ph 61 7 4659 0044...
Страница 174: ...174 Toowoomba Welding Supplies tweld com au Ph 61 7 4659 0044...
Страница 188: ...188 Toowoomba Welding Supplies tweld com au Ph 61 7 4659 0044...
Страница 189: ...Appendix 189 Toowoomba Welding Supplies tweld com au Ph 61 7 4659 0044...
Страница 190: ...190 Toowoomba Welding Supplies tweld com au Ph 61 7 4659 0044...
Страница 209: ...209 EN Toowoomba Welding Supplies tweld com au Ph 61 7 4659 0044...
Страница 210: ...210 Toowoomba Welding Supplies tweld com au Ph 61 7 4659 0044...
Страница 211: ...211 EN Toowoomba Welding Supplies tweld com au Ph 61 7 4659 0044...
Страница 212: ...Toowoomba Welding Supplies tweld com au Ph 61 7 4659 0044...







































































