




























68
HU
FELHASZNÁLÁS
RENDELTETÉSSZERŰ HASZNÁLAT -
A gépet úgy terveztük és készítettük el, hogy gérvágó
és asztali körfűrész üzemmódban is lehessen vágásra használni.
Asztali körfűrész üzemmódban:
szárított fa
Gérvágó üzemmódban
: szárított fa, műanyagok, alumínium és ötvözetei vágására
NEM RENDELTETÉSSZERŰ HASZNÁLAT -
tilos:
• vastartalmú anyagok megmunkálására használni.
• Szerves anyagokat és/vagy élelmiszereket megmunkálni.
• Olyan anyagokat megmunkálni, amelyek a vágás során káros anyagokat bocsáthatnak ki.
• Asztali körfűrész üzemmódban dolgozni, és nedves fát vágni.
• A gépet használni, ha a védőburkolatok nincsenek a helyükön.
• Gyorsacél fűrészlapokat használjon.
• A gépet horonyvágásra használni.
• Fémes anyagok vágásához körfűrész üzemmódban használja a gépet.
A gépet nem lehet robbanásveszélyes légkörű helyiségben használni.
FENNMARADÓ KOCKÁZATOK
Elnyírás, vágás és darabolás kockázata -
Erre a kockázatra a következő jel fi gyelmeztet:
Beakadás, elhúzás és beszorulás kockázata:
erre a kockázatra a következő jel fi gyelmeztet:
El
ő
vigyázatossági intézkedések, amelyeket be kell tartani
• Vágásnál ne használjon munkavédelmi kesztyűt.
• A kezét tartsa távol a munkaterülettől.
• Ne távolítson el vágási maradékokat vagy nagyobb darabot miközben a fűrészlap forog.
Zúzódásos sérülés kockázata:
Erre a kockázatra a következő jel fi gyelmeztet:
El
ő
vigyázatossági intézkedések, amelyeket be kell tartani
• A kezét tartsa távol a vágófej forgásának területétől.
• Arcát sose helyezze a vágóterület közelébe;
• soha ne közelítse kezét a munkaterülethez egészen addig, amíg a vágófej nincs a
legmagasabb pozícióban és a fűrészlap nem állt meg teljesen;
• csökkentse a nyomást, amikor a fűrészlap a munkadarabhoz ér, hogy el ne törjön a
fűrészlap;
• a gép megóvása érdekében csökkentse a vágás nyomását.
ZAJKIBOCSÁTÁSSAL KAPCSOLATOS INFORMÁCIÓK -
A feltüntetett zajértékek
kibocsátási értékek, és nem feltétlenül felelnek meg a biztonságos munkavégzés feltételeinek.
Bár összefüggés van a kibocsátási szint és az expozíció szintje között, ez az összefüggés nem
használható megbízhatóan annak eldöntéséhez, hogy szükség van-e további óvintézkedések
meghatározására. A dolgozóra vonatkozó tényleges expozíciós értéket meghatározó tényezők
a következők: az expozíció időtartama, a környezet jellemzői, más zajforrások, például a gépek
száma és egyéb közeli munkavégzések. Az expozíció határértékei különbözőek lehetnek
az egyes országokban. Ezen információk lehetővé teszik a gép használója részére, hogy a
legpontosabban felmérje a veszélyeket és a kockázatokat.
Javasoljuk hallásvédő egyéni védőeszközök, mint pl. fülvédő vagy füldugó használatát.
ELEKTROMÁGNESES ÖSSZEFÉRHETŐSÉGGEL KAPCSOLATOS INFORMÁCIÓK -
A
gép elektromágneses kibocsátása nem haladja meg a szabványokban a rendeltetésszerű
használathoz előírt szintet.
Ellenőrizze, hogy a táphálózaton van-e olyan automata biztosíték, amely megvédi a
vezetékeket a rövidzárlattól és a túlterheléstől.
Rezgés
-
A kéz/kar rezgésszám súlyozott gyorsulás négyzetes középértéke normális vágási
körülmények és megfelel
ő
en éles f
ű
részlapok esetén alacsonyabb 2,5 m/sec
2
-nél.
A mérések az MSZ EN ISO 5349-1 és az 5349-2 szabványok szerint lettek elvégezve.
A gép használata közben fellépő rezgések eltérhetnek a nyilatkozatban feltüntetett
rezgésértékektől, mivel a rezgések összességének értéke függ attól, hogy milyen
módon használja a gépet. Ezért a használat tényleges körülményei alapján becsült
expozíció alapján kell meghatározni a kezelő védelmét szolgáló legmegfelelőbb
biztonsági intézkedéseket.
Содержание 8.42.61.30
Страница 23: ...23 20 Kg...
Страница 31: ...31...
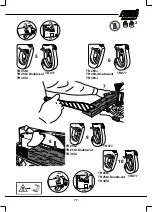
Страница 32: ...32 800 mm 900 950 mm 80 mm 80 mm 80 mm 24 24 A A A TR 077 TR 250 i TR 250 i Double cut TR 305 i...
Страница 33: ...33 250 mm 250 mm TR 077 TR 250 i TR 250 i Double cut TR 305 i...
Страница 34: ...34 1 2 3 4 5 6 3 TR 077 TR 250 i TR 250 i Double cut TR 305 i...
Страница 36: ...36 1 2 3 TR 077 TR 250 i TR 250 i Double cut TR 305 i...
Страница 37: ...37 45 0 15 30 2 3 4 5 45 0 15 30 1 TR 250 i TR 250 i Double cut TR 305 i...
Страница 38: ...38 45 0 15 30 4 45 0 15 30 1 3 3 45 0 15 30 4 45 0 15 30 2 TR 077...
Страница 39: ...39 45 0 45 3 2 1 TR 077 TR 250 i TR 250 i Double cut TR 305 i...
Страница 40: ...40 45 max 5 4 0 45 0 45 0 45 45 0 45 0 TR 077 TR 250 i TR 305 i...
Страница 41: ...41 1 2 3 4 5 TR 077 TR 250 i TR 250 i Double cut TR 305 i...
Страница 42: ...42 7 8 6 TR 077 TR 250 i TR 250 i Double cut TR 305 i...
Страница 43: ...43 A C B B 10 11 9...
Страница 44: ...44 TR 077 TR 250 i TR 250 i Double cut TR 305 i...
Страница 45: ...45 TR 077 TR 250 i TR 250 i Double cut TR 305 i...
Страница 46: ...46 TR 077 TR 250 i TR 250 i Double cut TR 305 i...
Страница 59: ...59 RU 2 5 2 UNI EN ISO 5349 1 5349 2...
Страница 60: ...60 BG 2 5 2 UNI EN ISO 5349 1 5349 2...
Страница 63: ...63 EL 2 5 m sec 2 UNI EN ISO 5349 1 5349 2...
Страница 75: ...75 1 5 6 8 2 sec 7 9 TR 250 i TR 250 i Double cut TR 305 i TR 077...
Страница 76: ...76 2 4 3 1 2 TR 077 TR 250 i TR250 iDouble cut TR 305 i TR 077 TR 250 i TR 250 i Double cut TR 305 i...
Страница 78: ...78 3 TR 077 TR 250 i TR 250 i Double cut TR 305 i...
Страница 84: ...84 www femi it TR 077 TR 250 i TR 250 i Double cut TR 305 i...
Страница 86: ...86 1 1 2 3 TR 077 TR 250 i TR 250 i Double cut TR 305 i...
Страница 87: ...87 1 4 7 8 6 6 5 TR 077 TR 250 i TR 250 i Double cut TR 305 i...
Страница 88: ...88 2 1 4 4 2 2 3 TR 077 TR 250 i TR 250 i Double cut TR 305 i...
Страница 89: ...89 2 5 6 7 TR 077 TR 250 i TR 250 i Double cut TR 305 i...
Страница 96: ...96 RU 1 2 1 2 RU 1 2 3 4 10 5 2 BG 1 2 1 2 BG 1 2 3 4 10 5 2...
Страница 118: ...118 RU 1 2 3 1 2 3 1 2 1 2 1 1 1 1 1 2 1 2 1 1 1 1 2 1 1...
Страница 119: ...119 BG 1 2 3 1 2 3 1 2 1 2 1 1 1 1 1 2 1 2 1 1 1 1 2 1 1...
Страница 122: ...122 EL 1 2 3 1 2 3 1 2 1 2 1 1 1 1 1 2 1 2 1 1 1 1 2 1 1...







































































