























55
RUS
KJ 45
KJ 45
Revision - 04
Date 10-2008
f3
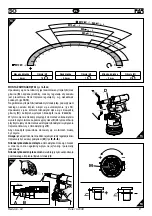
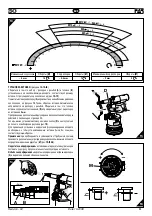
Минимальный
ход
распорки
Обороты
(M)
~ 2 mm
0
Ход
распорки
Обороты
(M)
~ 0.4 mm
1
Максимальный
ход
распорки
Обороты
(M)
~ 8 mm
15
+
-
0
1
2
3
4
5
6
7
9
8
10
11
12
13
14
15
M12
1 ÷ 4
M4
0.3
÷ 4
M5
0.5 ÷ 5
M8
0.8 ÷ 6
M10
1 ÷ 6
M12
1 ÷ 7
/
M6
0.5 ÷ 6
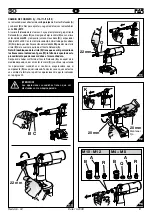
УСТАНОВКА
ВСТАВКИ
(
рисунке
f4-f5-f6
)
Убедиться
в
том
,
что
набор
–
распорка
с
резьбой
(
А
)
и
головка
(
В
),
установленные
на
заклёпывающем
аппарате
,
соответствуют
размеру
вставки
.
Отрегулировать
ход
как
описано
на
(
рис
.
f2-f3
)
.
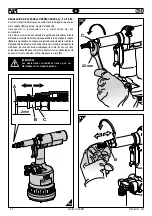
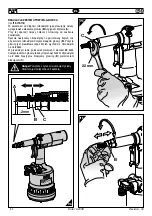
Поместить
вставку
на
распорку
(
А
)
и
произвести
на
неё
небольшое
давление
,
как
показано
на
рисунке
f4
.
Таким
образом
,
вставка
автоматически
направляется
на
распорку
с
резьбой
.
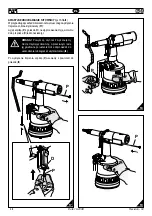
Убедиться
в
том
,
что
головка
вставки
соприкасается
с
головкой
(
В
)
и
проверить
выступает
ли
распорка
из
вставки
на
2
мм
.
При
проведении
дополнительной
регулировки
распорки
следовать
порядку
действий
,
описанному
на
странице
58.
Теперь
,
можно
установить
вставку
,
нажав
на
кнопку
(
D
)
и
не
отпускать
её
до
полного
освобождения
распорки
(
рис
.
f5
).
Для
правильной
установки
и
корректного
функционирования
аппарата
необходимо
,
чтобы
устанавливаемые
вставки
были
бы
очищены
соответствующим
образом
.
Примечание
:
при
необходимости
,
в
зависимости
от
требуемого
зажима
,
произвести
дополнительную
регулировку
хода
заклёпывающего
аппарата
,
посредством
вращения
рукоятки
(
М
) (
рис
.
f2-f3-f6
)
.
Недостаточная
деформация
=
вставка
может
вращаться
внутри
гнезда
и
поставить
под
угрозу
продолжительность
эксплуатации
и
стойкость
.
Избыточная
деформация
=
вероятные
повреждения
вставки
и
распорки
(
А
)
и
вероятная
поломка
обоих
компонентов
.
D
M
f5
f4
~2mm
A
B
f6
Содержание KJ45
Страница 79: ......