



























ESPAÑOL
- 31 -
TOCc
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
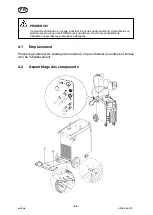
Conexiones y dispositivos de control
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Protección contra el sobrecalentamiento
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Содержание Origo Mig 410
Страница 46: ... 46 p ...
Страница 47: ... ESAB AB 2011 Nettoyage Limpieza Cleaning 47 ba52clean ...
Страница 48: ... ESAB AB 2011 Schéma Esquema Schematic diagram 48 ba58ea Mig 410 230 500V ...
Страница 49: ... ESAB AB 2011 49 ba58ea Mig 410 230 500V ...
Страница 50: ... ESAB AB 2011 50 ba58ea Mig 510 230 500 V ...
Страница 51: ... ESAB AB 2011 51 ba58ea Mig 510 230 500 V ...
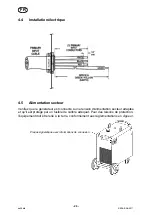
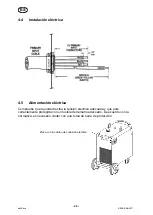
Страница 52: ... ESAB AB 2011 Instructions de branchement Instrucciones de conexión Connection instruction 52 ba58c Mig 410 ...
Страница 53: ... ESAB AB 2011 53 ba58c Mig 510 ...
Страница 57: ... 57 notes NOTES ...







































































