





























6 Installation
Installer reference guide
15
RZQG71~Y1 + RZQSG100~Y1
Split system air conditioners
4P385522-1A – 2016.10
6.4.3
Guidelines when connecting the
refrigerant piping
Take the following guidelines into account when connecting pipes:
▪ Coat the flare inner surface with ether oil or ester oil when
connecting a flare nut. Tighten 3 or 4 turns by hand, before
tightening firmly.
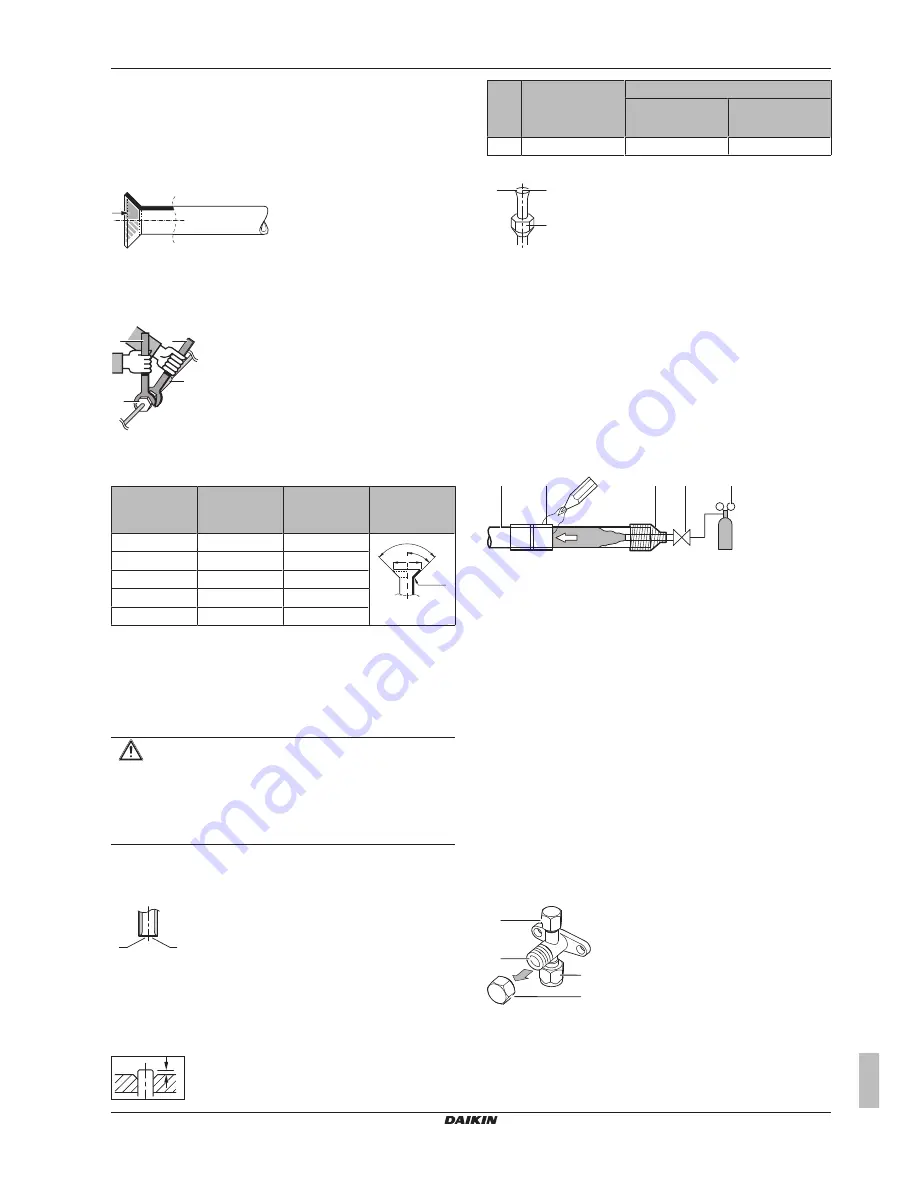
▪ Always use two wrenches together when loosening a flare nut.
▪ Always use a spanner and torque wrench together to tighten the
flare nut when connecting the piping. This to prevent nut cracking
and leaks.
a
b
c
d
a
Torque wrench
b
Spanner
c
Piping union
d
Flare nut
Piping size
(mm)
Tightening
torque (N•m)
Flare
dimensions (A)
(mm)
Flare shape
(mm)
Ø6.4
15~17
8.7~9.1
R=0.4~0.8
45° ±2
90°±2
A
Ø9.5
33~39
12.8~13.2
Ø12.7
50~60
16.2~16.6
Ø15.9
63~75
19.3~19.7
Ø19.1
90~110
23.6~24.0
6.4.4
Pipe bending guidelines
Use a pipe bender for bending. All pipe bends should be as gentle
as possible (bending radius should be 30~40 mm or larger).
6.4.5
To flare the pipe end
CAUTION
▪ Incomplete flaring may cause refrigerant gas leakage.
▪ Do NOT re-use flares. Use new flares to prevent
refrigerant gas leakage.
▪ Use flare nuts that are included with the unit. Using
different flare nuts may cause refrigerant gas leakage.
1
Cut the pipe end with a pipe cutter.
2
Remove burrs with the cut surface facing downward so that the
chips do not enter the pipe.
a
b
a
Cut exactly at right angles.
b
Remove burrs.
3
Remove the flare nut from the stop valve and put the flare nut
on the pipe.
4
Flare the pipe. Set exactly at the position as shown in the
following illustration.
A
Flare tool for
R410A (clutch
type)
Conventional flare tool
Clutch type
(Ridgid-type)
Wing nut type
(Imperial-type)
A
0~0.5 mm
1.0~1.5 mm
1.5~2.0 mm
5
Check that the flaring is properly made.
a
b
c
a
Flare’s inner surface must be flawless.
b
The pipe end must be evenly flared in a perfect circle.
c
Make sure the flare nut is fitted.
6.4.6
To braze the pipe end
The indoor unit and outdoor unit have flare connections. Connect
both ends without brazing. If brazing should be needed, take the
following into account:
▪ When brazing, blow through with nitrogen to prevent creation of
large quantities of oxidised film on the inside of the piping. This
film adversely affects valves and compressors in the refrigerating
system and prevents proper operation.
▪ Set the nitrogen pressure to 20 kPa (0.2 bar)(just enough so it can
be felt on the skin) with a pressure-reducing valve.
a
b
c
d
e
f
f
a
Refrigerant piping
b
Part to be brazed
c
Taping
d
Manual valve
e
Pressure-reducing valve
f
Nitrogen
▪ Do NOT use anti-oxidants when brazing pipe joints.
Residue can clog pipes and break equipment.
▪ Do NOT use flux when brazing copper-to-copper refrigerant
piping. Use phosphor copper brazing filler alloy (BCuP), which
does not require flux.
Flux has an extremely harmful influence on refrigerant piping
systems. For instance, if chlorine based flux is used, it will cause
pipe corrosion or, in particular, if the flux contains fluorine, it will
deteriorate the refrigerant oil.
6.4.7
Using the stop valve and service port
To handle the stop valve
Take the following guidelines into account:
▪ The stop valves are factory closed.
▪ The following illustration shows each part required in handling the
valve.
c
d
a
b
a
Service port and service port cap
b
Valve stem
c
Field piping connection
d
Stem cap
▪ Keep both stop valves open during operation.
Содержание RZQG71L9V1B
Страница 32: ...4P385522 1A 2016 10 Copyright 2014 Daikin...







































































