



























15
English
•
inspect the condition of all cables and replace the
cable where damage is found;
•
inspect the condition of hose
28
, replace it if
damage is found;
•
ensure that there is no leakage during air delivery;
•
check the condition of cutting torch
24
and earth
clamp
25
, if they are damaged, replace them�
•
Before switching on the machine, ensure that cutting
torch nozzle and earth clamp
25
do not touch each other�
•
After the machine is switched on, make sure that the
built-in cooling fan is working - the air will be blowing
from vent holes
1
(on the back of the machine)�
Switching the machine on / off
Switching on:
Move switch
3
into the "On" position (indicator
8
will then
light up and the built-in cooling fan will start rotating)�
Switching off:
Move switch
3
into the "Off" position�
Design features of the machine
Temperature protection
Temperature protection prevents machine damage,
switching it off in case of overheating� When tempera-
ture protection goes on, indicator
10
lights up� Do not
switch the machine off, let it cool down and do not con-
tinue operation until then�
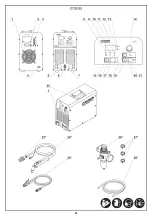
Button F1 (torch operation mode selection)
Press button
15
(F1) to select one of the two torch
24
operation modes:
•
2T mode (two-stroke; when this mode is
selected, indicator
16
lights up) - press and hold
button
42
to turn on torch
24
� During the operation,
continue to hold button
42
� Release button
42
to
turn off torch
24
;
•
4T mode (four-stroke, when this mode is selected,
indicator
17
lights up) - press and release button
42
to turn on torch
24
� During the operation, there is no
need to hold button
42
� Press and release button
42
again to turn off torch
24
�
Button F2 (cutting mode / setting parameters)
Press button
19
(F2) to select air flow and air pressure
setting mode or cutting mode:
•
air flow and air pressure setting mode (when this
mode is selected, indicator
20
is lit) - no current is
applied to torch
24
� Press button
42
(as described
above) and adjust air pressure and air flow;
•
cutting mode (when this mode is selected,
indicator
21
is lit) - the machine is ready for
operation; when torch
24
is turned on, indicator
9
also lights up, indicating that current is supplied to
torch
24
�
Button F3 (current adjustment / purge time adjust-
ment)
Press button
18
(F3) to select current adjustment
mode or post-cutting air purge time adjustment mode:
•
amperage adjustment mode - when this mode
is selected, indicator
13
is lit� To change amperage
setting, turn regulator
14
(the set value is shown on
display
11
);
•
post-cutting air purge time adjustment mode (to
cool torch
24
) - when this mode is selected, indica-
tors
12
is lit� To change purge time, turn regulator
14
(the set value is shown on the display
11
)� To con-
firm the set purge time, press button
18
again�
Recommendations on the machine op-
eration
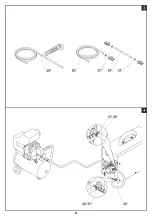
General operation recommendations (see fig. 7-8)
The recommendations below apply to all
machines connected through a socket con-
nector. In the case of stationary connection
the machine assembly and power
network
connection will be done beforehand.
•
Place the machine in an even, dry, not vibrating
surface observing all above-mentioned safety proce-
dures�
•
Connect the machine to the compressor, as de-
scribed above�
•
Connect grounding wire
29
, earth clamp
25
and
torch
24
to the machine�
•
Fix earth clamp
25
on the cleared section of the
component, as close to the cutting place as possible�
Attention: don't fix earth clamp 25 on the work
-
piece section that will be cut off.
•
Connect the machine to the mains and switch it on�
•
Switch on the compressor�
•
Adjust the operating parameters as described
above. Select the torch mode, air flow and pressure,
current and post-cutting air purge time�
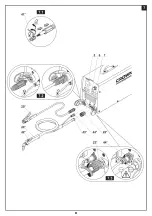
•
Set a delivery air pressure, for this purpose move
valve
45
upwards, turning valve
45
, adjust the pres-
sure (observe manometer
32
) and move valve
45
downwards to fix a set pressure value (see fig. 8.1).
•
Touch the workpiece with nozzle tip
38
and turn on
torch
24
as described above (depending on selected
torch
24
operation mode ) - the high-frequency device
will ignite the cutting arc between electrode
40
and
the workpiece, then raise torch
24
over the workpiece
at ~1 mm�
•
If you start cutting from the workpiece edge, hold the
cutting torch vertically and move it steadily along the
cutting line (see fig. 9.1). Choose the proper cutting
speed according to the workpiece thickness and cho-
sen current rate� If the speed is chosen properly, the
arc, coming from the workpiece low surface, should
have the angle of the slope opposite to the moving di-
rection by about 5°-10° (see fig. 9.2).
•
If the cutting torch moves too fast, the arc won't
be able to cut the workpiece, and sparks will be ob-
served from the cutting torch (see fig. 9.3).
•
If the cutting torch moves too slowly, then molten
metals rollers will stay on the cut edges from the low
side of the workpiece (see fig. 9.4).
•
If you start cutting from the middle of the workpiece,
start cutting with an angled cutting torch, then lift it up
steadily, as shown in fig. 9.5. This method prevents
thrust generation of the arc or separate particles,
which can result in damage of the nozzle opening and
a decrease in the machine's functionality�
•
After turning the torch
24
off, the air supply contin-
ues for a while, which cools the torch (use F3 button to
set blow time as described above)�
Содержание CT33131
Страница 1: ......
Страница 3: ...3 ...
Страница 4: ...4 ...
Страница 5: ...5 ...
Страница 6: ...6 ...
Страница 7: ...7 ...
Страница 8: ...8 ...
Страница 9: ...9 ...
Страница 49: ...49 ...
Страница 50: ...50 ...
Страница 51: ...51 ...
Страница 52: ...52 ...
Страница 53: ...53 ...
Страница 54: ...54 ...
Страница 55: ...55 ...
Страница 56: ...56 ...
Страница 57: ...57 ...
Страница 58: ...58 ...
Страница 59: ...59 ...
Страница 60: ...60 ...
Страница 61: ...61 ...
Страница 62: ...62 ...
Страница 63: ...63 ...
Страница 64: ......







































































