







7
Form No. 256827 Rev. 11/08
PVR50 PUMP REPAIR PROCEDURES
DISASSEMBLY PROCEDURE
NOTE: Disassembling pump to change
components, or for any other reason, may
void the warranty. Refer to Policy
Statement and Discounts Summaries.
1. Remove the key (22) in the rotor shaft keyway.
2. Remove the eight cover bolts and slide the cover
back far enough on the shaft to break the seal
between the housing and cover to allow the pump to
drain. A small amount of oil may remain in the pump.
3. Remove the cover. Take care to avoid damage to
the bearing with the end of the shaft when the cover
is removed.
4. The port plate (4) may come out with the cover. Do
not let it drop off the locating pins.
5. Remove the vanes (7) with a long nosed pliers or
tweezers. There are four vanes in each slot, 52
vanes total.
6. Remove the rotorshaft (3) from the pump. Be sure
that the key (22) has been removed from the keyway
so that it will not damage the shaft seals when the
rotorshaft is removed.
7. Turn the pressure adjustment screw (30)
counterclockwise to release the tension on the
governor spring.
8. Remove the pressure ring (6), ring shoe (11),
governor spring (9), retainer (41) and spring (10).
9. If the shaft seals (24) are to be removed they
should be pushed out from the inside of the housing
at this time. Care must be taken not to damage the
bearing bushing (21) in the housing while the shaft
seals are being removed. It is recommended that the
shaft seals be replaced whenever the pump is
disassembled for maintenance. The seals cannot be
reused once they have been removed.
10. The bearing bushing (21) in the pumps are
assembled with a press fit. If they are to be removed
at this time, the bearing in the housing should be
pressed out from the front. The cover bearing should
be pulled out using an expanding type puller. The
bearings should not be reused once they have been
removed.
11. It is unlikely that further disassembly will be
necessary in order to perform routine maintenance on
the pump.
REASSEMBLY PROCEDURE
1. Clean and inspect parts to determine which parts
are worn enough to require replacement.
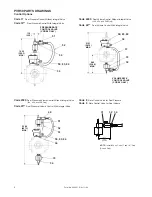
2. Assemble the new bearings (21) in the housing
and cover. The bearing OD's should be lubricated
before they are pressed in the bores. Care must be
taken to orient the "split" and the "oil groove" in the
bearing as shown in the illustration below.
3. After the bearings are in place, check to see that
the rotor shaft (3) will fit into the bearings and provide
a smooth turning fit. If the shaft turns hard, the
bearings should be removed and the bores checked
closely for nicks or burrs before pressing in the new
bearings.
4. Check all of the replacement parts for nicks or
burrs and then lubricate them with clean oil before
reassembly.
5. Worn port (4) and thrust plates (5) should not be
reground to clean up the wear surface. If the plates
are ground, the assembly clearance will become
excessive and the seal rings in the thrust plate may
rupture. Replace worn port and thrust plates if
necessary.
6. Assemble the port plate (4) on the locating pins
(23) in the body housing. If the bores are not
concentric, the port plate must be rotated 180° on the
locating pins.
7. Assemble the springs (9 and 10) and ring shoe
(11), pressure ring (6) and rotorshaft (3).
8. To assure proper vane assembly, place the vanes
(7), four per slot, with the beveled edges facing each
other and against the pressure ring.
Spring Housing
CL
Oil Groove Position
Align Split Line
With Thrust Screw
Item #21
Bushing Bearing Orientation
45°
Pressure Ring
Rotor Shaft
Vanes
Item #7
Typical Vane Installation







































































