




















12
Check fuses and replace if necessary, or reset circuit breakers
Check for proper input power connections
Place power switch in ON position
Place line disconnect device in ON position.
No weld output, unit completely
inoperative.
No weld output, wire does not
feed but motor fan run.
Be sure plug trigger conector in receptacle and work clamp in work piece.
REMEDY
PROBLEM
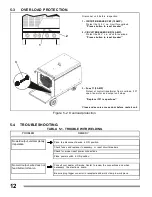
Figure 5-2 Overload protection.
Disconnet unit before inspection.
1.- CIRCUIT BREAKER CB1 (10 AMP).
Protect the 120 V c.a. cicuit for overload.
''Presss button to reset breaker''
2.-CIRCUIT BREAKER CB2 (10 AMP).
Protect the 24 V c.a. cicuit for overload.
''Presss button to reset breaker''
2
5-3 OVERLOAD PROTECTION.
3
1
TABLA 5-1. TROUBLE WITH WELDING
5-4 TROUBLESHOOTING.
3.- Fuse f1 (5 AMP)
Protect at control transformer from overload, if F1
open, fan motor and output unit stops.
.
''Replace if F1 is openfuse''.
Close and secure access door before restart unit.
Consult your dealer or Service Center to review the connections and when
necessary the electronic board.
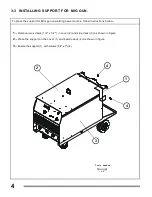
Содержание DELTA MIG 455
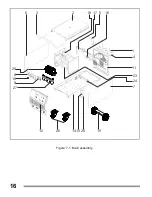
Страница 20: ...16 Figure 7 1 Main assembly 6 3 2 18 17 5 16 1 4 11 23 7 19 20 15 14 12 9 10 25 8 26 24 27...
Страница 23: ...NOTES...







































































