



























7
CAUTION
SEE SAFETY SIGNAL AT THE BEGINING
THIS M A NUA L
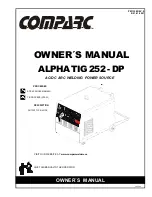
SECTION 4 FUNCTION OF CONTROLS
FIGURE 4-1. CONTROLS
PULSE PER
SECOND CONTROL
CURRENT BACKUP
CONTROL
POSTFLOW
TIME CONTROL
AC BALANCE
CONTROL
POWER
SWITCH
HIGH FREQUENCY
SWITCH
CRATER CONTROL
AND SWITCH
OUTPUT
SELECTOR
SWITCH
OUTPUT
(CONTACTOR)
SWITCH
4-1. CONTROLS OF WELDING POWER SOURCE
PERCENTAGE
TIME PULSE
CONTROL
AMPERAGE CONTROL
SWITCH
AMMETER
VOLTMETER
ENABLING
PULSER
SWITCH
ARC CONTROL
AND SWITCH
AMPERAGE
ADJUSTMENT
CONTROL
ON
POW ER
OFF
ON
REMOTE
OUTPUT CONTACTOR
Figure 4-2 Power switch.
Las terminales de salida están energizádas cuando
el Switch esta en NORMAL y energizáda la unidad.
1.- POWER SWITCH.
Use switch to turn unit and fan On and Off.
1.- OUTPUT CONTACTOR SWITCH.
Use switch to
select way of controling unit output. For front panel
control, place switch in
ON
position. For remote
control, place switch in
REMOTE
position.(See
section 3-6).
Weld output terminals are energized when switch OUTPUT
and switch POWER are in ON position.
Figure 4-3 Output Switch.
Содержание ALPHA TIG 252 - DP
Страница 6: ......
Страница 30: ...NOTES...







































































