























10
P1992BA/EN 2014-06
1994b_1_5_en-bedingt.fm, 12.06.2014
Before initial operation
4
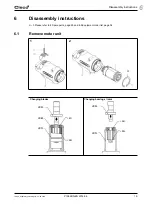
4.4.1
Setting the torque
Abb. 4-1
To achieve better repeat precision for fastenings, throttle the speed back at the tool until the required
torque is achieved at the end of rotation of the fastening. On hard to medium-hard screwed joints, this is
achieved in 1 to 2 seconds. Longer fastening then does not result in higher torque.
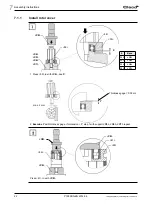
4.4.2
Changing Torque
Abb. 4-2
4.4.3
Checking torque
We recommend carrying out a
static
torque check by retightening the screwed joint.
If the torque difference is too large, it may be necessary to change the torque setting. See 4.4.2 Chang-
ing Torque.
If the setting has been changed, check the torque again.
When carrying out a
dynamic
measurement using a transducer adapter, also carry out a static test on the
screwed joint, for example with a torque wrench (electronic).
Settings example:
Tightening: 14 Nm
Screw M6: 10.9
Set speed to approximately 4800
rpm.
Unscrew the threaded pin using the hex
wrench (WAF 2).
To reduce torque,
turn the exhaust air throttle
clockwise.
To increase torque,
turn the exhaust air throttle
counter-clockwise.
NOTE
The torque setting may be corrected when the compressed air is activated.
Nm
T
orque
Example: 14 Nm
Speed
RPM
Torque
Содержание 20PHH
Страница 12: ...12 P1992BA EN 2014 06 1994b_1_5_en bedingt fm 12 06 2014 Before initial operation 4 ...
Страница 18: ...18 P1992BA EN 2014 06 1994c_Wartung_en bedingt fm 12 06 2014 Maintenance 5 Empty side ...
Страница 24: ...24 P1992BA EN 2014 06 1994d_Reparatur_en bedingt fm 12 06 2014 Assembly instructions 7 ...
Страница 34: ...34 P1992BA EN 2014 06 1992e_Ersatzteile_en fm 12 06 2014 Spare parts 8 8 5 Equipment order list 1 Order no ...







































































