



















5
torch oUtfit:
the ck cold Wire tig torch outfi t is a hand held or machine mounted ck tig torch with the built
in added capacity of delivering a fi ller wire directly to the weld puddle.the torch outfi t includes
torch, power cable, feed cable, wire guide and wire guide bracket. the feed cable is fi tted with
a replaceable, low-friction cable liner. various torch confi gurations are available. all models use
standard ck collets, collet bodies and gas cups. see pages 22 through 27 for parts and order
numbers.
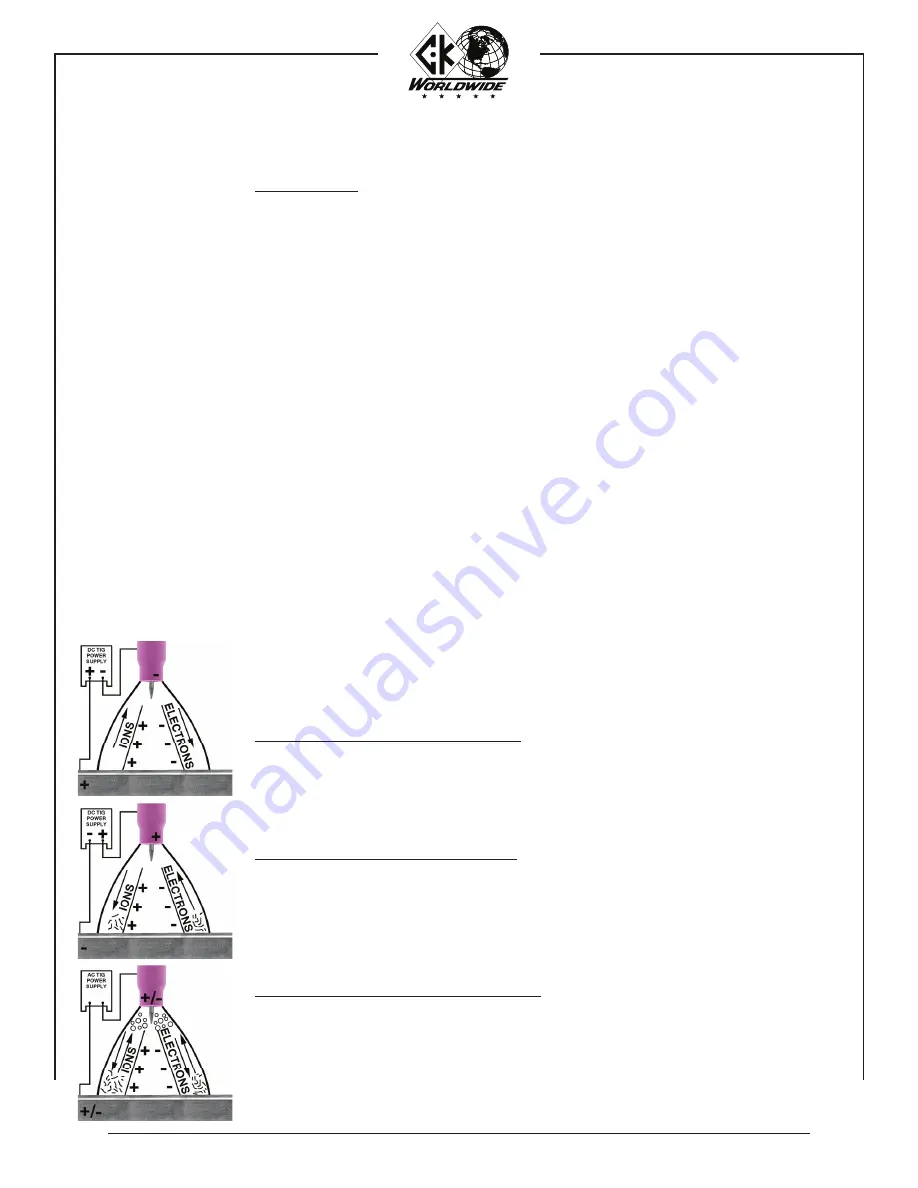
direct cUrrent straight polarity (dcsp):
dc straight polarity produces the deepest penetration because the heat of the weld is concentrated
at the work or joint. straight polarity provides no cleaning action (removal of surface oxides). this
polarity is generally used to weld most materials except aluminum and magnesium. May be used
with or without high frequency starting.
direct cUrrent reverse polarity (dcrp):
dc reverse polarity provides good cleaning action. the combining force of the shielding gas ions
striking the work surface and the fl ow of electrons from the work, cause thesurface oxides to be
broken away. penetration is shallow because the heat of the weld is concentrated at the electrode.
the use of dcrp is limited to special applications. Maybe used with or without high frequency
starting.
alternating cUrrent high freQUency (achf):
ac combines the good penetration of straight polarity (electrode negative half cycle) and the good
cleaning action of reverse polarity (electrode positive half cycle). continuous high frequency is
necessary to reestablish the arc which breaks between each half cycle. achf current is generally
used to weld aluminum and magnesium.
the tig welding process uses a nonconsumable tungsten electrode secured in the tig torch. the
welding arc is produced between the tungsten electrode and the work. the weld is shielded by a
stream of argon gas, helium gas, or a mixture of the two, which is fed through the torch, around the
electrode and to the molten weld puddle. filler metal is added to the weld puddle as required. the
cold Wire tig system mechanizes the addition of the fi ller metal to ensure consistent, high quality
welds.the tig welding process is the fi rst choice for welding thin sections, welding thin-wall tubing,
making pipe joint root passes, and other similar critical welding applications.
note:
cold Wire tig welding of tubing under 2-1/2” (6.4cm) diameter requires
cWh pendant style feed unit and separate tig torch. Unless being used with
turn table or pipe roller.
the tig welding process requires a constant current welding power source. power sources designed
specifi cally for tig welding may include a built in high frequency arc stabilizer, shielding gas control
solenoid, cooling water control solenoid and other special equipment. they may be ac or dc or a
combination of ac/dc units. the proper current for tig welding depends on the material being welded,
speed of application and on the desired weld characteristics.
description:
tig Welding
process:







































































